Per garantire le prestazioni soddisfacenti di una struttura saldata, la qualità delle saldature deve essere determinata da adeguate procedure di test. Pertanto, sono prove testate in condizioni uguali o più severe di quelle incontrate dalle strutture saldate sul campo.
Questa pagina contiene suggerimenti per l’ispezione visiva. Le pagine seguenti contengono metodi di ispezione per GMAW e test di saldatura fisica.
Questi test rivelano sezioni deboli o difettose che possono essere corrette prima che il materiale venga rilasciato per l’uso sul campo. I test determinano anche il corretto design di saldatura per le attrezzature di artiglieria e prevengono lesioni e disagi per il personale.
NDT si riferisce a test non distruttivi. È un approccio al test che comporta la valutazione della saldatura senza causare danni. Consente di risparmiare tempo e denaro, incluso l’uso di ispezione visiva remota (RVI), raggi X, test ultrasonici e test di penetrazione dei liquidi.
Nella maggior parte delle saldature, la qualità viene testata in base alla funzione a cui è destinata. Se si sta fissando una parte su una macchina, se la macchina funziona correttamente, la saldatura viene spesso considerata corretta. Ci sono alcuni modi per dire se una saldatura è corretta :
- Distribuzione: il materiale di saldatura è distribuito equamente tra i due materiali che sono stati uniti.
- Rifiuti: La saldatura è priva di materiali di scarto come scorie. Le scorie dopo il raffreddamento dovrebbero staccarsi dal progetto. Dovrebbe essere rimosso facilmente. Nella saldatura Mig, qualsiasi residuo del gas di protezione dovrebbe anche essere rimosso con un piccolo problema. TIG, essendo il processo più pulito, dovrebbe anche essere privo di rifiuti. In Tig, se vedi rifiuti, di solito significa che il materiale da saldare non è stato pulito accuratamente.
- Porosità: La superficie di saldatura non deve presentare irregolarità o fori porosi (chiamati porosità). I buchi contribuiscono alla debolezza. Se vedi buchi di solito indica che il metallo di base era sporco o aveva un rivestimento di ossido. Se si utilizza Mig o Tig, la porosità indica che è necessario più gas di protezione durante la saldatura. La porosità nelle saldature in alluminio è un indicatore chiave di non usare abbastanza gas.
- Tenuta: se il giunto non è stretto, questo indica un problema di saldatura. Nella saldatura ossiacetilenica, se si utilizza la saldatura autogena, dove non c’è materiale di riempimento, la saldatura deve essere stretta. Lo stesso per la saldatura autogena Tig. La lacuna non è critica in altri tipi di saldature poiché tutta la lacuna è riempita dentro dal materiale di riempimento. Detto questo, le lacune, in generale, indicano un potenziale problema di qualità.
- a prova di perdite: Se stai riparando un oggetto che contiene liquido, una perdita è un modo sicuro (e un modo ovvio) per vedere che c’è un problema. Lo stesso per qualcosa che conterrà un gas. Un metodo di prova è quello di utilizzare bolle di sapone per verificare la presenza di problemi (può essere facilmente applicato con una bottiglia squirt.
- Forza: la maggior parte delle saldature deve dimostrare la forza richiesta. Un modo per garantire la corretta resistenza è quello di iniziare con un metallo di apporto e elettrodo valutazione che è superiore al vostro requisito di forza.
Altri controlli che utilizzano metodi visivi includono controlli prima (faccia radice, gap, angolo di smussatura, adattamento del giunto), durante (tasso di consumo dell’elettrodo, flusso metallico, suono e luce dell’arco) e dopo la saldatura (sottosquadro, problema di fusione della radice, fori di spillo, spruzzi eccessivi, dimensioni della saldatura) come descritto di seguito.
Difetti di saldatura comuni
Penetrazione incompleta
Questo termine è usato per descrivere il fallimento del riempitivo e del metallo base di fondersi insieme alla radice del giunto. Il ponte si verifica nelle saldature della scanalatura quando il metallo depositato e il metallo base non sono fusi alla radice del giunto. La causa frequente di penetrazione incompleta è una progettazione congiunta che non è adatta per il processo di saldatura o le condizioni di costruzione. Quando la scanalatura è saldata da un solo lato, è probabile che la penetrazione incompleta risulti nelle seguenti condizioni.
- La dimensione della faccia radice è troppo grande anche se l’apertura della radice è adeguata.
- L’apertura della radice è troppo piccola.
- L’angolo incluso di una scanalatura a V è troppo piccolo.
- L’elettrodo è troppo grande.
- Il tasso di viaggio è troppo alto.
- La corrente di saldatura è troppo bassa.
Leggi correlate: Parti di una nomenclatura di saldatura Weld – Understanding
Mancanza di fusione
La mancanza di fusione è il fallimento di un processo di saldatura per fondere insieme strati di metallo di saldatura o metallo di saldatura e metallo di base. Il metallo della saldatura rotola appena sopra le superfici del piatto. Questo è generalmente indicato come sovrapposizione. La mancanza di fusione è causata dalle seguenti condizioni:
- Mancato innalzamento al punto di fusione della temperatura del metallo base o del metallo saldato precedentemente depositato.
- Flussaggio improprio, che non riesce a sciogliere l’ossido e l’altro materiale estraneo dalle superfici a cui il metallo depositato deve fondersi.
- Superfici sporche della piastra.
- Dimensione o tipo impropri dell’elettrodo.
- Regolazione corrente errata.
Sottoquotazione
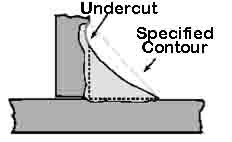
Sottoquotazione è la bruciatura via del metallo di base alla punta della saldatura. La sottoquotazione può essere causata dalle seguenti condizioni:
- Regolazione corrente che è troppo alta.
- Spazio d’arco troppo lungo.
- Mancato riempimento del cratere con metallo saldato.
Inclusioni di scorie
Le inclusioni di scorie sono sacche allungate o globulari di ossidi metallici e altri composti solidi. Producono porosità nel metallo saldato. Nella saldatura ad arco, le inclusioni di scorie sono generalmente costituite da materiali di rivestimento degli elettrodi o flussi. Nelle operazioni di saldatura multistrato, la mancata rimozione delle scorie tra gli strati causa inclusioni di scorie. La maggior parte dell’inclusione delle scorie può essere prevenuta da:
- Preparare la scanalatura e saldare correttamente prima che ogni tallone sia depositato.
- Rimozione di tutte le scorie.
- Assicurarsi che le scorie salgano sulla superficie del bagno di saldatura.
- Avendo cura di evitare di lasciare qualsiasi contorno che sarà difficile penetrare completamente con l’arco.
Maggiori informazioni sulle cause e su come prevenire le inclusioni di scorie qui.
Porosità
La porosità è la presenza di tasche che non contengono alcun materiale solido. Differiscono dalle inclusioni di scorie in quanto le tasche contengono gas piuttosto che un solido.
I gas che formano i vuoti sono derivati dalla forma:
- Gas rilasciato dal raffreddamento saldatura a causa della sua ridotta solubilità temperatura scende.
- Gas formati dalle reazioni chimiche nella saldatura.
La porosità è meglio prevenuta evitando:
- Surriscaldamento e sottoquotazione del metallo saldato.
- Impostazione corrente troppo alta.
- Arco troppo lungo.
Leggi: 13 tipi di difetti di saldatura
Ispezione visiva (VT)
L’ispezione visiva è un processo di test di qualità della saldatura non distruttiva (NDT) in cui una saldatura viene esaminata con l’occhio per determinare le discontinuità superficiali. È il metodo più comune di test di qualità della saldatura.
Vantaggi dei test di qualità della saldatura non distruttiva:
- Economico (di solito solo spese di manodopera)
- Attrezzature a basso costo
- Nessun requisito di alimentazione
- Identificazione rapida dei difetti e dei costi di riparazione a valle a causa di problemi che non sono stati rilevati in anticipo
Svantaggi:
- finestra di Ispezione di formazione necessario
- la vista Buona richiesto o vista corretto per 20/40
- Può perdere difetti interni
- Report devono essere registrati dall’ispettore
- Aprire l’errore umano
Visual Qualità di Saldatura Fasi di Sperimentazione
- Pratica e sviluppare le procedure per l’applicazione coerente di approccio
- Ispezionare i materiali prima di iniziare a saldare
- Saldatura di test di qualità in caso di saldatura
- Ispezione quando la saldatura è completa
- Mark problemi e la riparazione di saldatura
Visual Saldatura Equipment
Fillet Weld Gauge

Mostrato: set di manometri per saldatura a filetto da 7 pezzi
Sono necessari diversi pezzi di attrezzature per saldatura per i test di qualità visiva della saldatura:
- Saldatura palmare filetto calibro misure:
- La planarità della saldatura
- Convessità (come la saldatura e saldati verso l’esterno)
- Concavità (come la saldatura viene arrotondato verso l’interno)
- Lenti protettive con pocket viewer e ombra obiettivo per l’uso quando si osserva il processo di saldatura
- Una lente di ingrandimento per il codice nella tua zona
- Torcia
- Scalpello e/o saldatura martello spruzzi e le scorie di rimozione prima della saldatura è ispezionato
- Temperatura del dispositivo (Tempelstick, Pirometro) per determinare la temperatura di preriscaldo, interpass e post-temperature di riscaldamento.
- Magnete per indicare il tipo di materiale da saldare
- misura di Nastro
- Pinze

Relative leggi: Strumento di saldatura Elenco per Principianti
Ispezione Visiva Prima della Saldatura
- Controllare i disegni
- Guarda la saldatura di posizione e il modo in cui ti corrisponde alla specifica. Controllare la direzione verticale di marcia
- Controllare i simboli di saldatura del filetto
- La procedura si allinea con i codici locali e le specifiche di saldatura
Ispezione del materiale di saldatura
- I materiali acquistati corrispondono alle specifiche per le dimensioni e il tipo del metallo di base? Controllare la dimensione dell’elettrodo, la selezione del gas e il grado.
- Verificare la presenza di difetti nei materiali. Cercare contaminanti come ruggine, scala, mulino, laminazione ecc.
- I materiali sono preparati per gli angoli corretti
Ispezione dell’assemblea
Segua questi punti di prova di qualità della saldatura per ispezione dell’assemblea:
- Verificare la presenza di fit
- Allineamento di dispositivi e maschere. Controllare la pulizia(cercare spruzzi da lavori precedenti)
- Controllare la qualità se si utilizzano saldature tack. La saldatura tack deve essere effettuata con lo stesso elettrodo della saldatura principale.
- Controllare l’uso del preriscaldamento per rallentare la velocità di raffreddamento e ridurre al minimo la distorsione
Ispezione delle apparecchiature
- Verificare la presenza di danni (cavi, morsetti di messa a terra, portaelettrodo).
- Controllare la tensione dell’arco
- Controllare il misuratore di amperaggio per la gamma rispetto alle specifiche
Ispezione visiva durante la saldatura
- Controllare gli elettrodi per dimensioni, tipo e stoccaggio (gli elettrodi a basso idrogeno sono conservati in un forno stabilizzante)
- Controllare il passaggio della radice per 5510> Ispezionare ogni passaggio di saldatura. Cercare sottosquadro e contorno richiesto. Assicurarsi che la saldatura sia pulita correttamente tra ogni passaggio.
- Verificare la presenza di crateri da riempire
- Controllare la sequenza e le dimensioni della saldatura. Calibri sono utilizzati per controllare le dimensioni.
Ispezione Dopo la Saldatura
- Controllo di saldatura contro il codice e le norme
- Controllare la dimensione dei misuratori e stampe
- Controllo di fine e di contorno
- Verificare la presenza di crepe contro gli standard
- Cercare di sovrapposizione
- Controllare sottosquadro
- Determinare se spruzzi è a livelli accettabili
Gas di Saldatura Test
Ispezione di saldatura di qualità criteri di test per saldature a gas:
- La saldatura deve essere coerente in tutta la larghezza. I due bordi dovrebbero formare linee parallele rette.
- La faccia della saldatura deve essere leggermente convessa con un rinforzo non superiore a 1/16 in. (1.6 mm) sopra la superficie della piastra. La convessità dovrebbe essere uniforme lungo l’intera lunghezza della saldatura. Non dovrebbe essere alto in un posto e basso in un altro.
- La faccia della saldatura dovrebbe avere increspature fini e uniformemente distanziate. Dovrebbe essere privo di spruzzi eccessivi, scala e pitting.
- I bordi della saldatura devono essere privi di sottosquadri o sovrapposizioni.
- Gli avvii e gli arresti dovrebbero fondersi insieme in modo che sia difficile dove hanno avuto luogo.
- Il cratere alla fine della saldatura deve essere riempito e non mostrare fori o crepe.
Per giunti di testa:
Se il giunto è un giunto di testa, controllare la parte posteriore per la penetrazione completa attraverso la radice del giunto. Una leggera perla dovrebbe formarsi sul lato posteriore.
Per la fusione di Lap e T-joint Test:
La penetrazione radice e la fusione di lap e T-giunti possono essere controllati mettendo pressione sulla piastra superiore fino a quando non è piegato doppio. Se la saldatura non è penetrata attraverso la radice, la piastra si aprirà al giunto mentre viene piegata. Se si rompe, osserva l’estensione della penetrazione e della fusione alla radice. Probabilmente mancherà di fusione e penetrazione.