a hegesztett szerkezet kielégítő teljesítményének biztosítása érdekében a hegesztések minőségét megfelelő vizsgálati eljárásokkal kell meghatározni. Ezért olyan körülmények között tesztelik őket, amelyek azonosak vagy súlyosabbak, mint a hegesztett szerkezetek a terepen.
ez az oldal szemrevételezéssel kapcsolatos tippeket tartalmaz. A következő oldalak a GMAW és a fizikai hegesztési vizsgálat vizsgálati módszereit tartalmazzák.
ezek a vizsgálatok gyenge vagy hibás szakaszokat tárnak fel, amelyek kijavíthatók, mielőtt az anyagot szabad forgalomba bocsátják. A vizsgálatok azt is meghatározzák a megfelelő hegesztési tervezés lőszer berendezések és megelőzzék sérülés és kényelmetlenséget a személyzet.
az NDT roncsolásmentes tesztelésre utal. A tesztelés olyan megközelítése, amely magában foglalja a hegesztés értékelését anélkül, hogy kárt okozna. Ez időt és pénzt takarít meg, beleértve a távoli vizuális ellenőrzés (RVI), röntgen, ultrahangos vizsgálat és folyadék penetráció vizsgálat.
a legtöbb hegesztésnél a minőséget azon funkció alapján tesztelik, amelyre szánják. Ha egy alkatrészt rögzít egy gépen, ha a gép megfelelően működik, akkor a hegesztést gyakran helyesnek tekintik. Van néhány módja annak megállapítására, hogy a hegesztés helyes-e :
- Eloszlás: a hegesztési anyag egyenlően oszlik meg a két összekapcsolt anyag között.
- hulladék: a hegesztés hulladékanyagoktól, például salaktól mentes. A hűtés utáni salaknak le kell húzódnia a projekttől. Könnyen el kell távolítani. A MIG hegesztés során az árnyékoló gázból származó maradványokat szintén kevés problémával kell eltávolítani. A TIG-nek, mivel ez a legtisztább folyamat, szintén hulladékmentesnek kell lennie. A Tig-ben, ha hulladékot lát, ez általában azt jelenti, hogy a hegesztett anyagot nem tisztították meg alaposan.
- porozitás: a hegesztési felületen nem lehetnek szabálytalanságok vagy porózus lyukak (úgynevezett porozitás). A lyukak hozzájárulnak a gyengeséghez. Ha lyukakat lát, az általában azt jelzi, hogy az alapfém piszkos vagy oxid bevonattal rendelkezik. Ha Mig-t vagy Tig-t használ, a porozitás azt jelzi, hogy hegesztéskor több árnyékoló gázra van szükség. Az alumínium hegesztések porozitása kulcsfontosságú mutatója annak, hogy nem használnak elegendő gázt.
- tömítettség: ha a kötés nem szoros, ez hegesztési problémát jelez. Az oxiacetilén hegesztésnél, ha autogén hegesztést alkalmaznak, ahol nincs töltőanyag, a hegesztésnek szorosnak kell lennie. Ugyanaz a Tig autogén hegesztés. A rés más típusú hegesztéseknél nem olyan kritikus, mivel a rést a töltőanyag tölti ki. Ennek ellenére a hiányosságok általában potenciális minőségi problémát jeleznek.
- Szivárgásmentes: Ha olyan elemet javít, amely folyadékot tartalmaz, a szivárgás biztos módja (és nyilvánvaló módja) annak, hogy lássa, hogy probléma van. Ugyanez vonatkozik valamire, amely gázt tartalmaz. Az egyik tesztelési módszer a szappanbuborékok használata a problémák ellenőrzésére (könnyen alkalmazható egy spriccelőüveggel.
- erő: a legtöbb hegesztésnek bizonyítania kell a szükséges szilárdságot. A megfelelő szilárdság biztosításának egyik módja az, ha olyan töltőanyag-fém és elektróda besorolással kezdődik, amely magasabb, mint az Ön szilárdsági igénye.
a vizuális módszerekkel végzett egyéb ellenőrzések közé tartoznak az alábbiak szerinti ellenőrzések (gyökérfelület, rés, Ferde szög, illesztés), közben (elektróda fogyasztási sebesség, fémáramlás, ívhang és fény) és hegesztés után (alsó vágás, gyökérfúzió, lyukak, túlzott fröccsenés, hegesztési méretek).
közös hegesztési hibák
hiányos penetráció
ezt a kifejezést arra használják, hogy leírják a töltőanyag és a nem nemesfém összeolvadását a kötés gyökerében. Az áthidalás a horonyhegesztéseknél akkor következik be, amikor a lerakódott fém és nem nemesfém nem olvad össze a kötés gyökerénél. A hiányos behatolás gyakori oka egy olyan közös kialakítás, amely nem alkalmas a hegesztési folyamatra vagy az építési feltételekre. Ha a hornyot csak az egyik oldalról hegesztik, akkor a következő körülmények között valószínűleg hiányos behatolás következik be.
- a gyökérfelület mérete túl nagy, annak ellenére, hogy a gyökérnyílás megfelelő.
- a gyökérnyílás túl kicsi.
- a V-horony mellékelt szöge túl kicsi.
- az elektróda túl nagy.
- az utazási sebesség túl magas.
- a hegesztőáram túl alacsony.
Related read: a hegesztés részei – a hegesztési nómenklatúra megértése
fúzió hiánya
a fúzió hiánya a hegesztési folyamat kudarca a hegesztési fém vagy a hegesztési fém és a nem nemesfém rétegeinek összeolvasztására. A hegesztési fém csak a lemezfelületeken gördül. Ezt általában átfedésnek nevezik. A fúzió hiányát a következő feltételek okozzák:
- a nem nemesfém vagy a korábban lerakódott hegesztési fém hőmérsékletének olvadáspontra történő felemelésének elmulasztása.
- nem megfelelő fluxus, amely nem oldja fel az oxidot és más idegen anyagot azokról a felületekről, amelyekre a lerakódott fémnek be kell olvadnia.
- Piszkos lemezfelületek.
- nem megfelelő elektróda mérete vagy típusa.
- hibás árambeállítás.
alákínálás
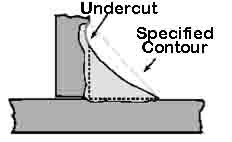
alákínálás az égő el a nemesfém a lábujj a varrat. Az alákínálást a következő feltételek okozhatják:
- a jelenlegi beállítás túl magas.
- túl hosszú Ívrés.
- nem sikerült teljesen feltölteni a krátert hegesztési fémmel.
salak zárványok
a salak zárványok fémoxidok és más szilárd vegyületek hosszúkás vagy gömb alakú zsebei. Porozitást termelnek a hegesztési fémben. Ívhegesztésnél a salak zárványok általában elektróda bevonó anyagokból vagy fluxusokból állnak. Többrétegű hegesztési műveletek esetén a rétegek közötti salak eltávolításának elmulasztása salak zárványokat okoz. A legtöbb salak befogadását meg lehet akadályozni:
- a horony előkészítése és a hegesztés megfelelően, mielőtt minden gyöngy lerakódik.
- az összes salak eltávolítása.
- ügyelve arra, hogy a salak emelkedik a felszínre a hegesztési medence.
- ügyelve arra, hogy ne hagyjon olyan kontúrokat, amelyeket az ívvel nehéz lesz teljesen áthatolni.
További információ az okokról és a salak zárványok megelőzéséről itt.
porozitás
a porozitás olyan zsebek jelenléte, amelyek nem tartalmaznak szilárd anyagot. A salak zárványoktól abban különböznek, hogy a zsebek inkább gázt tartalmaznak, mint szilárd anyagot.
az üregeket alkotó gázok származtatott formában vannak:
- a hegesztés hűtésével felszabaduló gáz csökkentett oldhatósága miatt a hőmérséklet csökken.
- gázok képződnek a kémiai reakciók a hegesztési.
a porozitást a legjobb elkerülni:
- a hegesztett fém túlmelegedése és alákínálása.
- túl magas az aktuális beállítás.
- túl hosszú ív.
olvasd el: 13 típusú hegesztési hibák
szemrevételezés (VT)
szemrevételezés egy roncsolásmentes vizsgálat (NDT) hegesztési minőség vizsgálati eljárás, ahol a hegesztést a szemmel vizsgálják, hogy meghatározzák felületi megszakítások. Ez a hegesztési minőségvizsgálat leggyakoribb módszere.
a roncsolásmentes hegesztési minőségvizsgálat előnyei:
- olcsó (általában csak munkaerőköltség)
- olcsó berendezések
- nincs áramigény
- a hibák és a későbbi javítási költségek gyors azonosítása olyan problémák miatt, amelyeket nem kaptak Korán
hátrányok:
- ellenőr képzés szükséges
- jó látás szükséges vagy látás korrigált 20/40
- hiányozhat belső hibák
- jelentést kell rögzíteni ellenőr
- nyitott emberi hiba
vizuális hegesztési minőség vizsgálati lépések
- gyakorlat és eljárások kidolgozása következetes alkalmazása megközelítés
- vizsgálja anyagok hegesztés előtt
- hegesztési minőségi vizsgálat, amikor hegesztés
- ellenőrzés, ha hegesztés befejeződött
- Mark problémák és javítás a hegesztés
vizuális hegesztés Berendezés
filé hegesztési mérőműszer

látható: 7 darab filé hegesztési ellenőrző szelvény készlet
a vizuális hegesztési minőségvizsgálathoz több hegesztőberendezésre van szükség:
- hegesztési kézi filémérő intézkedések:
- a hegesztés síkossága
- konvexitás (hogyan hegesztik a hegesztést kifelé)
- Konkávság (hogyan kerekítik a hegesztést befelé)
- Védőlencsék zsebnézegetővel és árnyékoló lencsével a hegesztési folyamat megfigyelésekor
- nagyító a kód szerint az Ön területén
- zseblámpa
- véső és/vagy hegesztőkalapács fröccsenés és salak eltávolításához a hegesztés ellenőrzése előtt
- hőmérsékleti eszköz (Tempelstick, pirométer) az előmelegítés, az interpass és az utómelegítés hőmérsékletének meghatározásához.
- mágnes a hegesztett anyag típusának jelzésére
- mérőszalag
- Féknyergek

kapcsolódó olvasmány: Hegesztőszerszámok listája kezdőknek
hegesztés előtt szemrevételezés
- ellenőrizze a rajzokat
- nézze meg a hegesztési helyzetet és azt, hogy a ti hogyan felel meg a specifikációnak. Nézze meg a függőleges menetirányt
- ellenőrizze a filé hegesztési szimbólumokat
- igazodik-e az eljárás a helyi kódokhoz és a hegesztési specifikációhoz
hegesztési anyag ellenőrzése
- a megvásárolt anyagok megfelelnek-e a nem nemesfém méretére és típusára vonatkozó specifikációnak? Ellenőrizze az elektróda méretét, gázválasztását és minőségét.
- ellenőrizze az anyagok hibáit. Keressen olyan szennyeződéseket, mint a rozsda, a skála, a malom, a laminálás stb.
- megfelelő szögekhez készített anyagok
összeszerelési ellenőrzés
kövesse ezeket a hegesztési minőségvizsgálati lépéseket az összeszerelési ellenőrzéshez:
- ellenőrizze, hogy illeszkedik-e
- a szerelvények és a befogó illesztése. Ellenőrizze a tisztaságot (keresse meg a fröccsenést az előző munkákból)
- ellenőrizze a minőséget, ha tapadó hegesztéseket használ. A tapadó hegesztést ugyanazzal az elektródával kell elvégezni, mint a fő varrat (ok).
- ellenőrizze az előhő használatát a hűtési sebesség lassítása és a torzítás minimalizálása érdekében
berendezések ellenőrzése
- ellenőrizze a sérüléseket (kábelek, földelő bilincsek, elektródatartó).
- ellenőrizze az ívfeszültséget
- ellenőrizze az áramerősségmérőt a tartományhoz képest
szemrevételezés hegesztés közben
- ellenőrizze az elektródák méretét, típusát és tárolását (az alacsony hidrogénelektródákat stabilizáló kemencében tartják)
- nézze meg a gyökér áthaladását a repedésre való hajlam szempontjából
- vizsgálja meg az egyes hegesztési meneteket. Keresse meg az alsó vágást és a szükséges kontúrt. Győződjön meg arról, hogy a hegesztést megfelelően megtisztítják az egyes menetek között.
- ellenőrizze a töltendő krátereket
- ellenőrizze a hegesztési sorrendet és a méretet. A mérőket a méret ellenőrzésére használják.
hegesztés utáni ellenőrzés
- hegesztés ellenőrzése kód és szabványok alapján
- Méret ellenőrzése mérőkkel és nyomatokkal
- felület és kontúr ellenőrzése
- repedések ellenőrzése a szabványok szerint
- átfedés keresése
- ellenőrzés undercut
- határozza meg, hogy a fröccsenés elfogadható szinten van-e
gázvarrat-tesztelés
gázvarratok vizsgálati hegesztési minőségi vizsgálati kritériumai:
- a hegesztésnek állandó szélességűnek kell lennie. A két élnek egyenes párhuzamos vonalakat kell képeznie.
- a hegesztés felületének enyhén domborúnak kell lennie, legfeljebb 1/16 in erősítéssel. (1,6 mm) a lemez felülete felett. A konvexitásnak a hegesztés teljes hosszában egyenletesnek kell lennie. Az egyik helyen nem lehet magas, a másikban pedig alacsony.
- a hegesztés felületének finom, egyenletesen elosztott hullámokkal kell rendelkeznie. Mentesnek kell lennie a túlzott fröccsenéstől, a vízkőtől és a bemélyedéstől.
- a hegesztés széleinek mentesnek kell lenniük alákínálástól vagy átfedéstől.
- az Indulásoknak és a megállóknak össze kell keveredniük, hogy nehéz legyen ott, ahol megtörténtek.
- a hegesztés végén lévő krátert meg kell tölteni, és nem szabad lyukakat vagy repedéseket mutatni.
Fenékcsuklókhoz:
ha az ízület fenékcsukló, ellenőrizze, hogy a hátoldalon nincs-e teljes behatolás az ízület gyökerén keresztül. A hátoldalon enyhe gyöngynek kell kialakulnia.
a Lap és a T-ízület fúziós vizsgálatához:
a lap és a T-ízületek gyökérbehatolását és fúzióját úgy lehet ellenőrizni, hogy a felső lemezre nyomást gyakorolnak, amíg az kétszer meg nem hajlik. Ha a hegesztés nem hatolt át a gyökéren, akkor a lemez megreped az ízületnél, amikor meghajlik. Ha eltörik, figyelje meg a behatolás és a fúzió mértékét a gyökérnél. Valószínűleg hiányzik a fúzió és a behatolás.