för att säkerställa tillfredsställande prestanda hos en svetsad struktur måste svetsens kvalitet bestämmas genom adekvata testprocedurer. Därför är de bevistestade under förhållanden som är samma eller svårare än de som de svetsade strukturerna i fältet stöter på.
den här sidan innehåller visuella inspektionstips. Följande sidor innehåller inspektionsmetoder för GMAW och fysisk svetsprovning.
dessa tester avslöjar svaga eller defekta sektioner som kan korrigeras innan materialet släpps för användning i fältet. Testerna bestämmer också rätt svetsdesign för ordnansutrustning och förhindrar skador och besvär för personal.
NDT avser icke-förstörande testning. Det är ett sätt att testa som innebär att utvärdera svetsen utan att orsaka skador. Det sparar tid och pengar, inklusive användning av remote visual inspection (rvi), röntgenstrålar, ultraljudstestning och flytande penetrationstestning.
i de flesta svetsar testas kvaliteten utifrån den funktion den är avsedd för. Om du fixar en del på en maskin, Om maskinen fungerar korrekt, anses svetsen ofta vara korrekt. Det finns några sätt att berätta om en svets är korrekt :
- fördelning: svetsmaterial fördelas lika mellan de två material som förenades.
- avfall: svetsen är fri från avfallsmaterial som slagg. Slaggen efter kylning ska avskalas från projektet. Det ska avlägsnas lätt. Vid MIG-svetsning bör eventuella rester från skyddsgasen också tas bort med lite problem. TIG, som är den renaste processen, bör också vara avfallsfri. I Tig, om du ser avfall, betyder det vanligtvis att materialet som svetsas inte rengjordes noggrant.
- porositet: svetsytan bör inte ha några oregelbundenheter eller porösa hål (kallad porositet). Hål bidrar till svaghet. Om du ser hål indikerar det vanligtvis att basmetallen var smutsig eller hade en oxidbeläggning. Om du använder mig eller Tig indikerar porositet att mer skyddsgas behövs vid svetsning. Porositet i aluminiumsvetsar är en viktig indikator på att inte använda tillräckligt med gas.
- täthet: om fogen inte är tät, indikerar detta ett svetsproblem. Vid oxiacetylensvetsning, om man använder autogen svetsning, där det inte finns något fyllnadsmaterial, måste svetsen vara tätt. Samma för Tig autogen svetsning. Gapet är inte lika kritisk i andra typer av svetsar eftersom någon lucka fylls i av fyllmaterialet. Med detta sagt indikerar luckor i allmänhet ett potentiellt kvalitetsproblem.
- Läckagesäker: Om du reparerar ett föremål som innehåller vätska är en läcka ett säkert sätt (och uppenbart sätt) för att se att det finns ett problem. Samma för något som kommer att innehålla en gas. En testmetod är att använda tvålbubblor för att kontrollera problem (kan enkelt appliceras med en sprutflaska.
- styrka: de flesta svetsar måste visa önskad styrka. Ett sätt att säkerställa korrekt styrka är att börja med en tillsatsmetall och elektrod betyg som är högre än din styrka krav.
andra kontroller med hjälp av visuella metoder inkluderar kontroller före (rotyta, gap, avfasningsvinkel, fogpassning), under (elektrodförbrukningshastighet, metallflöde, bågljud och ljus) och efter svetsning (underskärning, rotfusionsproblem, pinhål, överdriven stänk, svetsdimensioner) som beskrivs nedan.
vanliga svetsfel
ofullständig Penetration
denna term används för att beskriva fel på fyllmedlet och basmetallen för att smälta samman vid fogens rot. Överbryggning sker i spårsvetsar när den avsatta metallen och basmetallen inte smälts vid fogens rot. Den frekventa orsaken till ofullständig penetration är en gemensam konstruktion som inte är lämplig för svetsprocessen eller konstruktionsförhållandena. När spåret är svetsat från endast en sida, kommer ofullständig penetration sannolikt att resultera under följande förhållanden.
- rotdimensionen är för stor även om rotöppningen är tillräcklig.
- rotöppningen är för liten.
- den medföljande vinkeln på ett v-spår är för liten.
- elektroden är för stor.
- resehastigheten är för hög.
- svetsströmmen är för låg.
relaterad läsning: delar av en Svetsförståelse Svetsnomenklatur
brist på Fusion
brist på fusion är misslyckandet i en svetsprocess för att smälta samman lager av svetsmetall eller svetsmetall och oädel metall. Svetsmetallen rullar bara över plattytorna. Detta kallas i allmänhet överlappning. Brist på fusion orsakas av följande villkor:
- underlåtenhet att höja temperaturen på basmetallen eller den tidigare avsatta svetsmetallen till smältpunkten.
- felaktig fluxning, som inte löser upp oxiden och annat främmande material från de ytor som den avsatta metallen måste smälta till.
- Smutsiga plattytor.
- felaktig elektrodstorlek eller typ.
- fel strömjustering.
prisunderskridande
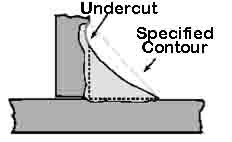
underskärning är förbränning av oädel metall vid tån av svetsen. Prisunderskridande kan orsakas av följande villkor:
- nuvarande justering som är för hög.
- Båggap som är för långt.
- underlåtenhet att fylla kratern helt med svetsmetall.
Slagginneslutningar
Slagginneslutningar är långsträckta eller globulära fickor av metalloxider och andra fasta ämnen. De producerar porositet i svetsmetallen. Vid bågsvetsning består slagginneslutningar i allmänhet av elektrodbeläggningsmaterial eller flöden. Vid flerskiktssvetsning orsakar misslyckande att ta bort slaggen mellan skikten slagginkluderingar. De flesta slagginkluderingar kan förhindras av:
- förbereda spåret och svetsa ordentligt innan varje pärla deponeras.
- ta bort all slagg.
- se till att slaggen stiger till ytan av svetsbassängen.
- var noga med att undvika att lämna några konturer som kommer att vara svåra att penetrera helt med bågen.
Läs mer om orsakerna och hur man förhindrar slagginkluderingar här.
porositet
porositet är närvaron av fickor som inte innehåller något fast material. De skiljer sig från slagginkluderingar genom att fickorna Innehåller gas snarare än en fast substans.
gaserna som bildar hålrummen är härledda form:
- Gas frigörs genom kylning svets på grund av dess reducerade löslighet temperaturen sjunker.
- gaser som bildas av de kemiska reaktionerna i svetsen.
porositet förhindras bäst genom att undvika:
- överhettning och underskärning av svetsmetallen.
- för hög ströminställning.
- för lång båge.
Läs: 13 typer av svetsfel
visuell inspektion (VT)
visuell inspektion är en icke-destruktiv testning (NDT) svetskvalitetstestprocess där en svets undersöks med ögat för att bestämma ytdiskontinuiteter. Det är den vanligaste metoden för svetskvalitetstestning.
fördelar med icke-förstörande svetskvalitetstestning:
- Billig (vanligtvis bara arbetskraftskostnader)
- lågkostnadsutrustning
- inget effektbehov
- snabb identifiering av defekter och nedströms reparationskostnader på grund av problem som inte fångades tidigt
nackdelar:
- Inspektörsutbildning nödvändig
- god syn krävs eller syn korrigerad till 20/40
- kan missa interna defekter
- rapporten måste registreras av inspektören
- öppen för mänskliga fel
visuella Svetskvalitetsteststeg
- öva och utveckla procedurer för konsekvent tillämpning av tillvägagångssätt
- inspektera Material före svetsning
- svetskvalitetstestning vid svetsning
- inspektion när svetsen är klar
- markera problem och reparera svetsen
visuell svets Utrustning
Kälsvetsmätare

visas: 7 Piece Kälsvetsning inspektion Gauge Set
flera bitar av svetsutrustning krävs för visuell svetskvalitetstestning:
- Weld handhållen filet gauge åtgärder:
- svetsens planhet
- konvexitet (hur svetsen svetsas utåt)
- konkavitet (hur svetsen avrundas inåt)
- skyddslinser med fickvisare och skugglins för användning när du observerar svetsprocessen
- ett förstoringsglas per koden i ditt område
- ficklampa
- mejsel och/eller svetshammare för borttagning av stänk och slagg innan svetsen inspekteras
- Temperaturanordning (Tempelstick, Pyrometer) för att bestämma förvärmnings -, interpass-och eftervärmningstemperaturer.
- Magnet för att ange vilken typ av material som svetsas
- måttband
- bromsok

relaterad läsning: Svetsverktygslista för nybörjare
visuell inspektion före svetsning
- kontrollera ritningar
- titta på svetspositionen och hur ti motsvarar specifikationen. Titta på den vertikala färdriktningen
- kontrollera kälsvetssymboler
- stämmer proceduren med lokala koder och svetsspecifikationen
Svetsmaterialinspektion
- matchar de inköpta materialen specifikationen för basmetallstorlek och typ? Kontrollera elektrodstorlek, gasval och kvalitet.
- kontrollera material för defekter. Leta efter föroreningar som rost, skala, Kvarn, laminering etc.
- är material förberedda för korrekta vinklar
Monteringsinspektion
följ dessa svetskvalitetstestningssteg för monteringsinspektion:
- kontrollera för passform
- justering av fixturer och jiggar. Kontrollera renlighet (leta efter stänk från tidigare jobb)
- kontrollera kvaliteten om klibbsvetsar används. Klibbsvetsen måste göras med samma elektrod som huvudsvetsen (s).
- kontrollera användningen av förvärme för att sänka kylhastigheten och för att minimera distorsion
Utrustningsinspektion
- kontrollera om det finns skador (kablar, jordklämmor, elektrodhållare).
- kontrollera bågspänningen
- kontrollera strömstyrkan för räckvidd mot specifikation
visuell inspektion under svetsning
- kontrollera elektroder för storlek, typ och lagring (låga väteelektroder hålls i en stabiliserande ugn)
- titta på root pass för känslighet för sprickbildning
- inspektera varje svetspass. Leta efter underskärning och önskad kontur. Se till att svetsen rengörs ordentligt mellan varje pass.
- kontrollera efter kratrar som måste fyllas
- kontrollera svetssekvens och storlek. Mätare används för att kontrollera storlek.
inspektion efter svetsning
- kontrollera svets mot kod och standarder
- kontrollera storlek med mätare och utskrifter
- kontrollera finish och kontur
- kontrollera sprickor mot standarder
- leta efter överlappning
- kontrollera undercut
- bestäm om Sprut är på acceptabla nivåer
gassvetsprovning
inspektionssvetskvalitetsprovningskriterier för gassvetsar:
- svetsen ska vara av jämn bredd hela tiden. De två kanterna ska bilda raka parallella linjer.
- svetsens yta ska vara något konvex med en förstärkning av högst 1/16 tum. (1,6 mm) ovanför plattans yta. Konvexiteten ska vara jämn längs hela svetsens längd. Det ska inte vara högt på ett ställe och lågt på ett annat.
- svetsens yta ska ha fina, jämnt fördelade krusningar. Den ska vara fri från överdriven stänk, skala och gropfrätning.
- svetsens kanter ska vara fria från underskärning eller överlappning.
- startar och stoppar bör smälta samman så att det är svårt där de har ägt rum.
- kratern i slutet av svetsen ska fyllas och visa inga hål eller sprickor.
för stötfogar:
om fogen är en stötfog, kontrollera baksidan för fullständig penetration genom fogens rot. En liten pärla ska bildas på baksidan.
för Fusion av Lap-och T-Joint-testning:
rotpenetrationen och fusionen av lap-och T-fogar kan kontrolleras genom att sätta tryck på den övre plattan tills den böjs dubbelt. Om svetsen inte har trängt igenom roten kommer plattan att spricka öppen vid fogen när den böjs. Om det går sönder, observera omfattningen av penetrationen och fusionen vid roten. Det kommer förmodligen att saknas i fusion och penetration.