hitsatun rakenteen tyydyttävän suorituskyvyn varmistamiseksi hitsien laatu on määritettävä riittävillä testausmenetelmillä. Siksi ne ovat todiste testattu olosuhteissa, jotka ovat samat tai ankarammat kuin hitsatut rakenteet kentällä.
tällä sivulla on silmämääräisiä tarkastusvinkkejä. Seuraavilla sivuilla on tarkastusmenetelmiä GMAW: n ja fyysisen hitsauksen testaukseen.
nämä testit paljastavat heikkoja tai viallisia osia, jotka voidaan korjata ennen kuin materiaali vapautetaan käytettäväksi kentällä. Testeissä määritetään myös taisteluvälineiden asianmukainen hitsaussuunnittelu sekä esikuntavahingot ja henkilöstölle aiheutuva haitta.
NDT viittaa nondestructive testingiin. Se on lähestymistapa testaus, jossa arvioidaan hitsin aiheuttamatta vahinkoa. Se säästää aikaa ja rahaa, mukaan lukien RVI: n (remote visual inspection), röntgensäteiden, ultraäänitestauksen ja nesteen tunkeutumistestauksen käyttö.
useimmissa hitseissä laatu testataan sen perusteella, mihin tarkoitukseen se on tarkoitettu. Jos kiinnität osan koneeseen, jos kone toimii oikein, hitsausta pidetään usein oikeana. On muutamia tapoja kertoa, onko hitsaus oikea :
- jakautuminen: Hitsausmateriaali jakautuu tasan kahden yhdistetyn materiaalin kesken.
- jäte: hitsauksessa ei ole jätemateriaaleja, kuten kuonaa. Kuona jäähdytyksen jälkeen pitäisi irrota projektista. Se on poistettava helposti. Mig-hitsauksessa kaikki suojakaasun jäämät on myös poistettava pienin ongelmin. Koska Tig on puhtain prosessi, sen pitäisi olla myös jätteetön. Jos tigissä näkyy jätettä, se tarkoittaa yleensä sitä, että hitsattavaa materiaalia ei puhdistettu perusteellisesti.
- huokoisuus: hitsauspinnassa ei saa olla epätasaisuuksia eikä huokoisia reikiä (joita kutsutaan huokoisuudeksi). Reiät lisäävät heikkoutta. Jos näet reikiä se yleensä osoittaa, että epäjaloa metallia oli likainen tai oli oksidi pinnoite. Jos käytät Mig: tä tai Tig: tä, huokoisuus osoittaa, että hitsauksessa tarvitaan enemmän suojakaasua. Huokoisuus alumiini hitsit on keskeinen indikaattori ei käytä tarpeeksi kaasua.
- tiiviys: jos liitos ei ole tiukka, tämä viittaa hitsausongelmaan. Oksiasetyleenihitsauksessa, jos käytetään autogeenista hitsausta, jossa ei ole täyteainetta, hitsin on oltava tiukka. Sama koskee Tig-autogeenista hitsausta. Muunlaisissa hitseissä aukko ei ole yhtä kriittinen, koska kaikki aukot täytetään täyteaineella. Puutteet viittaavat kuitenkin yleisesti mahdolliseen laatuongelmaan.
- Vuotosuojattu: Jos olet korjaamassa esinettä, joka sisältää nestettä, vuoto on varma tapa (ja ilmeinen tapa) nähdä, että on olemassa ongelma. Sama jollekin, joka sisältää kaasua. Yksi testausmenetelmä on käyttää saippuakuplia ongelmien tarkistamiseen (voidaan helposti levittää ruiskupullolla.
- lujuus: useimpien hitsien on osoitettava vaadittu lujuus. Yksi tapa varmistaa oikea lujuus on aloittaa lisäaine – ja elektrodiluokituksella, joka on korkeampi kuin lujuusvaatimuksesi.
muita silmämääräisiä tarkastuksia ovat seuraavat tarkastukset ennen (juuripinta, aukko, viistokulma, liitoskyky), aikana (elektrodin kulutusnopeus, metallivirtaus, kaaren ääni ja valo) ja hitsauksen jälkeen (alitus, juurten fuusioongelma, neulanreiät, liiallinen roiskeuma, hitsauksen mitat).
Yleiset hitsausvirheet
epätäydellinen tunkeutuminen
tätä termiä käytetään kuvaamaan sitä, että täyteaine ja epäjalo metalli eivät sulaudu yhteen liitoksen juuressa. Silloitus tapahtuu urahitsauksissa, kun kerrostunutta metallia ja epäjaloa metallia ei sulateta liitoksen juuressa. Usein epätäydellisen tunkeutumisen syynä on liitosrakenne, joka ei sovellu hitsausprosessiin tai rakennusolosuhteisiin. Kun ura on hitsattu vain yhdeltä puolelta, epätäydellinen tunkeutuminen on todennäköistä seuraavissa olosuhteissa.
- juuripinnan ulottuvuus on liian suuri, vaikka juuriaukko on riittävä.
- juuriaukko on liian pieni.
- mukana tuleva V-uran kulma on liian pieni.
- elektrodi on liian suuri.
- matkavauhti on liian kova.
- hitsausvirta on liian alhainen.
aiheeseen liittyvää: hitsauksen ymmärtävän hitsin nimikkeistön osat
fuusion puute
fuusion puute on hitsausprosessin epäonnistuminen hitsausmetallin tai hitsausmetallin ja perusmetallin kerrostumien sulattamisessa yhteen. Hitsausmetalli vain valuu levypintojen päälle. Tätä kutsutaan yleensä päällekkäisyydeksi. Fuusion puute johtuu seuraavista olosuhteista:
- epäjaloa metallia tai aiemmin kerrostettua hitsimetallia ei ole nostettu sulamispisteeseen.
- sopimaton fluxing, joka ei liuota oksidia ja muita vieraita aineita pinnoilta, joihin talletetun metallin on sulauduttava.
- likaiset levypinnat.
- epäasianmukainen elektrodin koko tai Tyyppi.
- väärä virransäätö.
alittavuus
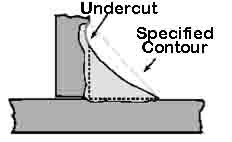
alittaminen on epäjalosta metallista palamista hitsin kärjen kohdalla. Hinnan alittavuus voi johtua seuraavista olosuhteista::
- nykyinen säätö on liian korkea.
- Kaariväli, joka on liian pitkä.
- kraatterin täyttämättä jättäminen kokonaan hitsimetallilla.
kuonan sulkeumat
kuonan sulkeumat ovat metallioksidien ja muiden kiinteiden yhdisteiden pitkänomaisia tai pallomaisia taskuja. Ne tuottavat huokoisuutta hitsausmetalliin. Kaarihitsauksessa kuonan sulkeumat koostuvat yleensä elektrodien pinnoitemateriaaleista tai vuoksista. Monikerroshitsauksessa kuonan poistaminen kerrosten välistä aiheuttaa kuonan sulkeumia. Suurin osa kuonan sisällyttämisestä voidaan estää:
- valmistelu ura ja hitsata kunnolla ennen kuin jokainen helmi on talletettu.
- poistetaan kaikki kuona.
- varmistaen, että kuona nousee hitsausaltaan pintaan.
- on huolehdittava siitä, ettei kaarella jää lainkaan ääriviivoja, joita on vaikea läpäistä kokonaan.
Lue lisää kuonan sulkeuman syistä ja ehkäisystä täältä.
huokoisuus
huokoisuus on taskujen esiintyminen, joissa ei ole kiinteää ainetta. Ne eroavat kuonan sulkeumista siinä, että taskut sisältävät kiinteän aineen sijaan kaasua.
tyhjiin muodostuvista kaasuista johdetaan muotoa:
- kaasu vapautuu jäähdytys hitsin, koska sen vähentynyt liukoisuus lämpötila laskee.
- hitsissä tapahtuvissa kemiallisissa reaktioissa muodostuvat kaasut.
huokoisuutta ehkäistään parhaiten välttämällä:
- hitsausmetallin ylikuumeneminen ja alittavuus.
- liian suuri virta-asetus.
- liian pitkä kaari.
Read: 13 erityyppistä hitsausvirhettä
silmämääräinen tarkastus (VT)
silmämääräinen tarkastus on ainetta rikkomaton testaus (NDT) hitsauksen laadun testausprosessi, jossa hitsaus tutkitaan silmämääräisesti pinnan epäjatkuvuuden määrittämiseksi. Se on yleisin hitsin laadun testausmenetelmä.
rakenteettoman hitsauksen laadun testauksen edut:
- Edullinen (yleensä vain työvoimakustannukset)
- edullinen kalusto
- tehontarve
- vikojen nopea tunnistaminen ja loppupään korjauskustannukset, jotka johtuvat ongelmista, joita ei huomattu ajoissa
haitat:
- Tarkastajakoulutus tarpeen
- hyvä näkö tarpeen tai näkö korjattu 20/40: een
- voi olla huomaamatta sisäisiä vikoja
- tarkastajan on kirjattava raportti
- avoin inhimilliselle virheelle
visuaalisen hitsauksen laadun testausvaiheet
visuaalinen hitsaus Laite
Fileehitsausmittari

esitetty: 7 kappaleen fileen hitsauksen Tarkastusmittaristo
useita hitsauslaitteita tarvitaan visuaaliseen hitsauksen laadun testaukseen:
- Weld handheld filee mittari mitat:
- hitsin tasaisuus
- Konveksiteetti (miten hitsaus hitsataan ulospäin)
- Kovakavuus (miten hitsaus pyöristetään sisäänpäin)
- suojalinssit, joissa on taskukatselin ja varjoainelinssi käytettäväksi hitsausprosessin tarkkailussa
- suurennuslasi alueesi koodia kohti
- taskulamppu
- taltta ja / tai hitsausvasara roiskeiden ja kuonan poistamiseksi ennen hitsauksen tarkastusta
- Lämpötilalaite (Tempelstick, Pyrometri) esilämmityksen, välilevyn ja lämmityksen jälkeisten lämpötilojen määrittämiseksi.
- hitsattavan materiaalin tyyppiä ilmaiseva magneetti
- mittanauha
- jarrusatulat

aiheeseen liittyvää: Hitsaustyökaluluettelo aloittelijoille
silmämääräinen tarkastus ennen hitsausta
- Tarkastuspiirustukset
- Katso hitsauskohta ja miten ti vastaa spesifikaatiota. Tarkkaile pystysuuntaa
- Tarkista fileehitsaussymbolit
- onko menettely Yhdenmukainen paikallisten koodien ja hitsausmäärittelyn kanssa
Hitsimateriaalin tarkastus
- vastaavatko ostetut materiaalit perusmetallin kokoa ja tyyppiä? Tarkista elektrodin koko, kaasun valinta ja laatu.
- tarkista materiaalit vikojen varalta. Etsi epäpuhtauksia, kuten ruoste, mittakaava, Mylly, laminointi jne.
- ovat materiaaleja, jotka on valmistettu oikeisiin kulmiin
Kokoonpanotarkastus
noudata näitä hitsin laadun testausvaiheita kokoonpanotarkastuksessa:
- Tarkista sovitus
- kalusteiden ja ohjauslaitteiden tasaus. Tarkista puhtaus (etsi roiskeita aiemmista töistä)
- tarkista laatu, jos käytetään tack-hitsauksia. Tack-hitsaus on tehtävä samalla elektrodilla kuin päähitsaus (- hitsaukset).
- Tarkista esilämmityksen käyttö jäähdytysnopeuden hidastamiseksi ja vääristymien minimoimiseksi
laitteiden tarkastus
- Vaurioiden tarkistaminen (kaapelit, maadoituskiinnikkeet, elektroditeline).
- Tarkista kaarijännite
- Tarkista ampeerimittari vaihteluvälin suhteen spesifikaatioon
silmämääräinen tarkastus hitsauksen aikana
- Tarkista elektrodien koko, tyyppi ja varastointi (matalia vetyelektrodeja pidetään stabilointiuunissa)
- vahdi juurisyöttöä halkeiluherkkyydestä
- tarkasta jokainen hitsaussyöttö. Etsi undercut ja tarvittavat ääriviivat. Varmista, että hitsaus puhdistetaan kunnolla jokaisen läpimenon välillä.
- täytettävien kraatterien tarkistaminen
- hitsausjärjestyksen ja koon tarkistaminen. Mittareita käytetään koon tarkistamiseen.
hitsauksen jälkeinen tarkastus
- hitsauksen tarkastaminen koodin ja standardien kanssa
- tarkastuskoko mittareiden ja tulosteiden kanssa
- viimeistely ja ääriviivat
- tarkista halkeamat standardien kanssa
- Etsi päällekkäisyyksiä
- Tarkista alle
- määritetään, onko roiskeet hyväksyttävällä tasolla
kaasuhitsauksen testaus
kaasuhitsauksen laadun Testauskriteerit:
- hitsin tulee olla kauttaaltaan tasaisen leveä. Kahden särmän tulisi muodostaa suorat yhdensuuntaiset viivat.
- hitsin pinnan tulee olla hieman kupera ja vahvistuksen enintään 1/16 tuumaa. (1,6 mm) levyn pinnan yläpuolella. Convexity pitäisi olla jopa koko pituudelta hitsin. Sen ei pitäisi olla korkea yhdessä paikassa ja matala toisessa.
- hitsin pinnassa tulee olla hienoja, tasaisin välein kulkevia väreitä. Siinä ei saa olla liiallisia roiskeita, mittakaavaa eikä kuoppaamista.
- hitsin reunoilla ei saa olla alikuormitusta tai päällekkäisyyttä.
- aloitusten ja pysähdysten tulee sulautua yhteen niin, että on vaikeaa, missä ne ovat tapahtuneet.
- hitsin päässä oleva kraatteri tulee täyttää eikä siinä saa olla reikiä tai halkeamia.
Puskunivelet:
jos nivel on puskunivel, tarkista, että takapuoli on läpäisty kokonaan nivelen juuren kautta. Hieman helmi pitäisi muodostaa takapuolelle.
Lap-ja t-nivelkokeiden yhteensulautuminen:
syli-ja T-liitosten juuren tunkeutuminen ja fuusio voidaan tarkistaa painamalla ylälevyä, kunnes se taipuu kaksinkertaiseksi. Jos hitsaus ei ole tunkeutunut juuren läpi, levy halkeaa liitoksen kohdalta sitä taivutettaessa. Jos se rikkoutuu, tarkkaile tunkeutumisen ja fuusion laajuutta juuressa. Se todennäköisesti puuttuu fuusio ja tunkeutuminen.