for å sikre tilfredsstillende ytelse av en sveiset struktur, må kvaliteten på sveisene bestemmes av tilstrekkelige testprosedyrer. Derfor er de bevis testet under forhold som er de samme eller mer alvorlige enn de som oppstår av sveisede strukturer i feltet.
Denne siden inneholder tips om visuell inspeksjon. Folgende sider inneholder inspeksjonsmetoder FOR GMAW og fysisk sveisetesting.
disse testene viser svake eller defekte seksjoner som kan korrigeres før materialet slippes ut for bruk i felten. Testene bestemmer også riktig sveisedesign for utstyr og forebygger skader og ulemper for personell.
NDT refererer til ikke-destruktiv testing. Det er en tilnærming til testing som innebærer å evaluere sveisen uten å forårsake skade. Det sparer tid og penger, inkludert bruk av ekstern visuell inspeksjon (rvi), røntgenstråler, ultralydtesting og væskepenetrasjonstesting.
i de fleste sveiser testes kvaliteten ut fra hvilken funksjon den er beregnet for. Hvis du fester en del på en maskin, hvis maskinen fungerer som den skal, blir sveisen ofte ansett som riktig. Det er noen måter å fortelle om en sveis er riktig :
- Distribusjon: Sveisematerialet fordeles likt mellom de to materialene som ble sammenføyet.
- Avfall: sveisen er fri for avfallsmaterialer som slagg. Slaggen etter avkjøling skal skille seg bort fra prosjektet. Det bør fjernes enkelt. Ved Mig-sveising bør også rester fra dekkgassen fjernes uten problemer. TIG, som er den reneste prosessen, bør også være avfallsfri. I Tig, hvis du ser avfall, betyr det vanligvis at materialet som sveises ikke ble rengjort grundig.
- Porøsitet: sveiseflaten skal ikke ha uregelmessigheter eller porøse hull (kalt porøsitet). Hull bidrar til svakhet. Hvis du ser hull, indikerer det vanligvis at grunnmetallet var skittent eller hadde et oksidbelegg. Hvis Du bruker Mig eller Tig, indikerer porøsitet at det er behov for mer dekkgass ved sveising. Porøsitet i aluminiumsveiser er en nøkkelindikator for ikke å bruke nok gass.
- Tetthet: Hvis leddet ikke er stramt, indikerer dette et sveiseproblem. Ved oksyacetylensveising, hvis du bruker autogen sveising, der det ikke er fyllmateriale, må sveisen være stram. Samme For tig autogen sveising. Gapet er ikke så kritisk i andre typer sveiser, siden et gap er fylt ut av fyllmaterialet. Når det er sagt, indikerer hull generelt et potensielt kvalitetsproblem.
- Lekkasjesikker: Hvis du reparerer et element som inneholder væske, er en lekkasje en sikker måte (og åpenbar måte) å se at det er et problem. Samme for noe som vil inneholde en gass. En testmetode er å bruke såpebobler for å se etter problemer (kan lett påføres med en sprøyteflaske.
- Styrke: De Fleste sveiser må demonstrere den nødvendige styrken. En måte å sikre riktig styrke er å starte med en filler metall og elektrode vurdering som er høyere enn din styrke kravet.
Andre kontroller ved hjelp av visuelle metoder inkluderer kontroller før (rotflate, gap, skråvinkel, felles passform), under (elektrodeforbruk, metallstrøm, lysbuelyd og lys) og etter sveising (underkutt, rotfusjonsproblem, pinhull, overdreven sprut, sveisemål) som beskrevet nedenfor.
Vanlige Sveisefeil
Ufullstendig Penetrasjon
dette begrepet brukes til å beskrive at fyllstoffet og uedelt metall ikke smelter sammen ved roten av skjøten. Brodannelse oppstår i sporsveiser når det avsatte metall og uedelt metall ikke smeltes ved roten av skjøten. Den hyppige årsaken til ufullstendig penetrasjon er en felles design som ikke er egnet for sveiseprosessen eller konstruksjonsbetingelsene. Når sporet er sveiset bare fra den ene siden, vil ufullstendig penetrasjon sannsynligvis resultere under følgende forhold.
- rotdimensjonen er for stor selv om rotåpningen er tilstrekkelig.
- rotåpningen er for liten.
- den medfølgende vinkelen Til Et v-spor er for liten.
- elektroden er for stor.
- reisehastigheten er for høy.
- sveisestrømmen er for lav.
Relatert les: Deler Av En Sveiseforståelse Sveis Nomenklatur
Mangel På Fusjon
Mangel på fusjon er svikt i en sveiseprosess for å smelte sammen lag av sveisemetall eller sveisemetall og uedelt metall. Sveisemetallet ruller bare over plateflatene. Dette er generelt referert til som overlapping. Mangel på fusjon skyldes følgende forhold:
- Unnlatelse av å heve til smeltepunktet temperaturen på grunnmetallet eller det tidligere avsatte sveisemetallet.
- Feil fluxing, som ikke løser oksydet og annet fremmedlegeme fra overflatene som det avsatte metallet må smelte på.
- Skitne plateflater.
- Feil elektrodestørrelse eller-type.
- Feil gjeldende justering.
Underkutting
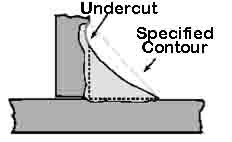
Underskjæring er brenningen av grunnmetallet ved sveisens tå. Underkutting kan skyldes følgende forhold:
- Nåværende justering som er for høy.
- Arc gap som er for lang.
- Unnlatelse av å fylle krateret helt med sveisemetall.
Slagginneslutninger
Slagginneslutninger er langstrakte eller kulelommer av metalliske oksider og andre faste stoffer. De produserer porøsitet i sveisemetallet. I buesveising består slagginneslutninger vanligvis av elektrodebeleggmaterialer eller flukser. Ved flerlags sveiseoperasjoner forårsaker manglende fjerning av slaggen mellom lagene slagginneslutninger. De fleste slagg inkludering kan forebygges ved:
- Forbereder sporet og sveis riktig før hver perle er avsatt.
- Fjerner all slagg.
- Kontroller at slaggen stiger til overflaten av sveisebassenget.
- Pass på å unngå å etterlate konturer som vil være vanskelig å trenge helt inn i buen.
Les mer om årsakene og hvordan du kan forhindre slagginneslutninger her.
Porøsitet
Porøsitet er tilstedeværelsen av lommer som ikke inneholder noe fast materiale. De adskiller seg fra slagginneslutninger ved at lommene inneholder gass i stedet for et fast stoff.
gassene som danner hulrommene er avledet form:
- Gass frigjøres ved kjøling sveis på grunn av sin reduserte oppløselighet temperaturen synker.
- Gasser dannet av kjemiske reaksjoner i sveisen.
Porøsitet forhindres best ved å unngå:
- Overoppheting og underkutting av sveisemetallet.
- for høy gjeldende innstilling.
- For lang en bue.
Les: 13 typer sveisefeil
Visuell Inspeksjon (VT)
Visuell inspeksjon er en ikke-destruktiv testing (ndt) sveisekvalitetstestingsprosess hvor en sveis undersøkes med øyet for å bestemme overflatediskontinuiteter. Det er den vanligste metoden for sveisekvalitetstesting.
Fordeler med ikke-destruktiv sveisekvalitetstesting:
- Billig (vanligvis bare arbeidskostnader)
- lavprisutstyr
- ingen strømkrav
- Rask identifisering av feil og nedstrøms reparasjonskostnader på grunn av problemer som ikke ble fanget tidlig
Ulemper:
- Inspektør trening nødvendig
- Godt syn nødvendig eller syn korrigert til 20/40
- kan gå glipp av interne defekter
- Rapporten må registreres av inspektør
- Åpen for menneskelig feil
Visuell Sveisekvalitetstesting Trinn
- øv og utvikle prosedyrer for konsekvent bruk av tilnærming
- inspiser Materialer før sveising
- sveisekvalitetstesting ved sveising
- inspeksjon når sveisen er fullført
- merk problemer og reparer sveisen
visuell sveis Utstyr
Filetsveisemåler

Vist: 7 Stykke Filet Sveising Inspeksjon Gauge Sett
Flere stykker av sveiseutstyr er nødvendig for visuell sveise kvalitet testing:
- Weld håndholdt filet måler tiltak:
- sveisens flathet
- Konveksitet(hvordan sveisen sveises utover)
- Konkavitet (hvordan sveisen er avrundet innover)
- Beskyttende linser med pocket viewer og skygge linse for bruk når observere sveiseprosessen
- et forstørrelsesglass per koden i ditt område
- Lommelykt
- Meisel og / eller sveising hammer for sprut og slagg fjerning før sveisen er inspisert
- Temperatur enhet (Tempelstick, Pyrometer) for å bestemme forvarming, interpass og etter oppvarming temperaturer.
- Magnet for å indikere hvilken type materiale som sveises
- Målebånd
- Calipers

Relatert lesning: Sveiseverktøyliste For Nybegynnere
Visuell Inspeksjon Før Sveising
- Sjekk tegninger
- Se på sveiseposisjonen og hvordan ti tilsvarer spesifikasjonen. Se den vertikale kjøreretningen
- Kontroller filetsveisesymboler
- samsvarer prosedyren med lokale koder og sveisespesifikasjonen
Sveisematerialeinspeksjon
- samsvarer materialene som er kjøpt med spesifikasjonen for uedelt metallstørrelse og-type? Sjekk elektrodestørrelse, gassvalg og klasse.
- Kontroller materialer for feil. Se etter forurensninger som rust, skala, mølle, laminering etc.
- er materialer forberedt for riktige vinkler
Monteringsinspeksjon
Følg disse trinnene for sveisekvalitetstesting for monteringsinspeksjon:
- Se etter passform
- Justering av inventar og jigger. Sjekk renslighet (se etter sprut fra tidligere jobber)
- Sjekk kvalitet hvis tack sveiser brukes. Tack sveisen må gjøres med samme elektrode som hoved sveisen (e).
- Kontroller bruk av forvarme for å redusere kjølehastigheten og for å minimere forvrengning
Utstyrsinspeksjon
- Kontroller for skade (kabler, jordklemmer, elektrodeholder).
- kontroller lysbuespenning
- Kontroller strømstyrke meter for rekkevidde mot spesifikasjon
Visuell Inspeksjon Under Sveising
- Kontroller elektroder for størrelse, type og lagring (lav hydrogenelektroder holdes i en stabiliserende ovn)
- Se rotpass for følsomhet for sprekker
- kontroller hvert sveisepass. Se etter underkutt og nødvendig kontur. Sørg for at sveisen rengjøres ordentlig mellom hvert pass.
- Se etter kratere som må fylles
- Sjekk sveisesekvens og størrelse. Målere brukes til å sjekke størrelse.
Inspeksjon Etter Sveising
- kontroller sveis mot kode og standarder
- kontroller størrelse med målere og utskrifter
- kontroller finish og kontur
- Kontroller sprekker mot standarder
- Se etter overlapping
- Kontroller underslag
- bestem om sprut Er På Akseptable Nivåer
testing av gassveis
kriterier for inspeksjon av sveisekvalitetstesting for gassveis:
- sveisen skal være av konsistent bredde gjennom. De to kantene skal danne rette parallelle linjer.
- sveisens overflate skal være litt konveks med en forsterkning på ikke mer enn 1/16 in. (1,6 mm) over plateoverflaten. Konveksiteten skal være jevn langs hele sveisens lengde. Det skal ikke være høyt på ett sted og lavt i et annet.
- ansiktet på sveisen skal ha fine, jevnt fordelte krusninger. Det bør være fri for overdreven sprut, skala og grop.
- kantene på sveisen skal være fri for underkutt eller overlapping.
- Starter og stopper skal blandes sammen slik at det er vanskelig hvor de har funnet sted.
- krateret på slutten av sveisen skal fylles og viser ingen hull eller sprekker.
For Butt Joints:
hvis leddet er en butt joint, sjekk baksiden for fullstendig penetrasjon gjennom roten av leddet. En liten perle skal dannes på baksiden.
For Fusjon Av Lap Og T-joint Testing:
rot penetrasjon og fusjon av lap og T-ledd kan kontrolleres ved å sette press på den øvre platen til den er bøyd dobbelt. Hvis sveisen ikke har trengt gjennom roten, vil platen sprekke åpen ved skjøten når den blir bøyd. Hvis det går i stykker, observere omfanget av penetrasjon og fusjon ved roten. Det vil trolig være mangel på fusjon og penetrasjon.