om de bevredigende prestaties van een gelaste structuur te waarborgen, moet de kwaliteit van de lassen worden bepaald door middel van adequate testprocedures. Daarom zijn ze bewijs getest onder omstandigheden die dezelfde of strenger zijn dan die van de gelaste structuren in het veld.
deze pagina bevat tips voor visuele inspectie. De volgende pagina ‘ s bevatten inspectiemethoden voor het testen van GMAW en fysieke lassen.
deze tests tonen zwakke of defecte secties aan die kunnen worden gecorrigeerd voordat het materiaal voor gebruik in het veld wordt vrijgegeven. De tests bepalen ook het juiste lasontwerp voor uitrusting en voorkomen letsel en ongemak voor personeel.
NDT verwijst naar niet-destructieve tests. Het is een benadering van het testen die het evalueren van de las impliceert zonder schade te veroorzaken. Het bespaart tijd en geld, waaronder het gebruik van remote visual inspection (RVI), x-stralen, ultrasone testen en vloeistof penetratie testen.
bij de meeste lassen wordt de kwaliteit getest op basis van de functie waarvoor zij is bestemd. Als u een onderdeel op een machine fixeert, als de machine goed functioneert, wordt de las vaak als correct beschouwd. Er zijn een paar manieren om te vertellen of een Las correct is :
- distributie: lasmateriaal wordt gelijkmatig verdeeld tussen de twee materialen die werden samengevoegd.
- afval: de las is vrij van afvalmaterialen zoals slakken. De slak na afkoeling moet afpellen van het project. Het moet gemakkelijk worden verwijderd. Bij MIG-lassen, eventuele residu van het afschermingsgas moet ook worden verwijderd met weinig probleem. TIG, het schoonste proces, moet ook afvalvrij zijn. In Tig, als je afval ziet, betekent dit meestal dat het materiaal dat wordt gelast niet grondig is gereinigd.
- porositeit: het lasoppervlak mag geen onregelmatigheden of poreuze gaten vertonen (porositeit genoemd). Gaten dragen bij aan zwakte. Als je gaten ziet geeft dit meestal aan dat het onedele metaal vuil was of een oxide coating had. Als u Mig of Tig gebruikt, geeft porositeit aan dat er meer afschermgas nodig is bij het lassen. Porositeit in aluminium lassen is een belangrijke indicator van het gebruik van niet genoeg gas.
- dichtheid: als de verbinding niet strak is, duidt dit op een lasprobleem. Bij oxyacetylene lassen, bij gebruik van autogeen lassen, waar er geen vulmateriaal is, moet de las strak zijn. Hetzelfde voor Tig autogeen lassen. De spleet is niet zo kritisch in andere soorten lassen, omdat elke spleet wordt opgevuld door het vulmateriaal. Dat gezegd hebbende, hiaten, in het algemeen, wijzen op een potentieel kwaliteitsprobleem.
- Lekvrij: Als u het repareren van een item dat vloeistof bevat, een lek is een zekere manier (en voor de hand liggende manier) om te zien dat er een probleem. Hetzelfde voor iets dat een gas zal bevatten. Een testmethode is om zeepbellen te gebruiken om te controleren op problemen (kan gemakkelijk worden toegepast met een spuitfles.
- sterkte: de meeste lassen moeten de vereiste sterkte aantonen. Een manier om de juiste sterkte te garanderen, is om te beginnen met een vullermetaal en elektrodeclassificatie die hoger is dan uw krachtvereiste.
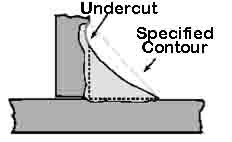
andere controles waarbij gebruik wordt gemaakt van visuele methoden omvatten controles vóór (pijler, spleet, afschuiningshoek, pasvorm), tijdens (verbruik van elektroden, metaalstroom, booggeluid en licht) en na het lassen (ondersnijding, fusie van de wortel, gaatjes, overmatige spatten, lasafmetingen), zoals hieronder beschreven.
veelvoorkomende lasfouten
onvolledige penetratie
deze term wordt gebruikt om aan te geven dat het vulmiddel en het onedele metaal niet aan de wortel van het verbindingsstuk samen smelten. Overbruggen vindt plaats in groef lassen wanneer het afgezet metaal en onedel metaal niet zijn gesmolten aan de wortel van de verbinding. De frequente oorzaak van onvolledige penetratie is een voegontwerp dat niet geschikt is voor het lasproces of de bouwomstandigheden. Wanneer de groef slechts aan één kant wordt gelast, zal onvolledige penetratie waarschijnlijk onder de volgende omstandigheden resulteren.
- de afmeting van het wortelvlak is te groot, ook al is de wortelopening voldoende.
- de wortelopening is te klein.
- de meegeleverde hoek van een v-groef is te klein.
- de elektrode is te groot.
- de reissnelheid is te hoog.
- de lasstroom is te laag.
gerelateerde termen: Delen van een Lasnomschrijving
gebrek aan fusie
gebrek aan fusie is het falen van een lasproces om lagen lasmetaal of lasmetaal en onedel metaal samen te smelten. Het lasmetaal rolt gewoon over de plaatoppervlakken. Dit wordt over het algemeen overlapping genoemd. Gebrek aan fusie wordt veroorzaakt door de volgende voorwaarden:
- het niet tot het smeltpunt brengen van de temperatuur van het onedele metaal of van het eerder gedeponeerde lasmetaal.
- onjuiste fluxing, waarbij het oxide en ander vreemd materiaal niet worden opgelost op de oppervlakken waaraan het afgezette metaal moet smelten.
- vuile plaatoppervlakken.
- onjuiste grootte of type elektrode.
- verkeerde stroomaanpassing.
onderbieding
- huidige aanpassing die te hoog is.
- Arc gap die te lang is.
- niet volledig vullen van de krater met lasmetaal.
Slakkeninsluitsels
Slakkeninsluitsels zijn langgerekte of bolvormige holtes van metaaloxiden en andere vaste stoffen. Ze produceren porositeit in het lasmetaal. Bij booglassen bestaan slakinsluitingen over het algemeen uit elektrodecoatingmaterialen of fluxen. Bij Meerlagige laswerkzaamheden veroorzaakt het niet verwijderen van de slak tussen de lagen slakken insluitsels. De meeste opname van slakken kan worden voorkomen door:
- voorbereiding van de groef en lassen goed voordat elke kraal wordt afgezet.
- het verwijderen van alle slakken.
- ervoor zorgen dat de slak naar het oppervlak van het lasbad stijgt.
- voorkomen dat contouren ontstaan die moeilijk met de boog kunnen worden doorboord.
Lees hier meer over de oorzaken en hoe slakinsluitingen kunnen worden voorkomen.
porositeit
porositeit is de aanwezigheid van zakken die geen vast materiaal bevatten. Ze verschillen van slakken insluitsels doordat de zakken gas bevatten in plaats van een vaste stof.
de gassen die de holten vormen zijn afgeleid:
- Gas dat vrijkomt door het koelen van lassen vanwege de verminderde oplosbaarheidstemperatuur daalt.
- gassen gevormd door de chemische reacties in de las.
porositeit kan het best worden voorkomen door:
- oververhitting en onderbieding van het lasmetaal.
- een te hoge stroominstelling.
- een te lange boog.
lees: 13 soorten lasfouten
visuele inspectie (VT)
visuele inspectie is een niet-destructief testproces (NDT) waarbij een Las met het oog wordt onderzocht om oppervlakteflecties te bepalen. Het is de meest voorkomende methode voor het testen van laskwaliteit.
voordelen van niet-destructieve laskwaliteitstesten:
- goedkoop (meestal alleen arbeidskosten)
- goedkope apparatuur
- geen stroombehoefte
- snelle identificatie van defecten en downstream reparatiekosten als gevolg van problemen die niet vroeg werden opgevangen
nadelen:
- Inspecteur training nodig
- Goede ogen nodig of gezichtsvermogen gecorrigeerd naar 20/40
- Kan missen interne gebreken
- Verslag moet worden opgenomen door de inspecteur
- Openen om een menselijke fout
Visuele Lassen Testen van de Kwaliteit Stappen
- Praktijk en het ontwikkelen van procedures voor de consistente toepassing van de aanpak
- Inspecteren van materialen voor het lassen
- Lassen testen van de kwaliteit bij het lassen
- Inspectie bij het lassen is voltooid
- Mark van problemen en het herstellen van de las
Visuele Lassen Apparatuur
Filetlas meter

getoond: 7-delige Set Filetlascontrolemeters
verschillende lasapparatuur is vereist voor het testen van de visuele laskwaliteit:
- Las handheld filet meter maatregelen:
- De vlakheid van de lasnaad
- convexiteit als onderstelling (hoe de las wordt gelast naar buiten)
- holle kant van kant (hoe de las wordt afgerond naar binnen)
- Beschermende lenzen met zak-viewer en schaduw lens voor gebruik bij het observeren van het lasproces
- Een vergrootglas volgens de code in uw omgeving
- Zaklamp
- Beitel en/of lassen van de hamer voor spatten en slakken verwijderen vóór het lassen wordt geïnspecteerd
- Temperatuur apparaat (Tempelstick, Pyrometer) om te bepalen of het voorverwarmen, interpass en post-verwarming temperaturen.
- magneet om aan te geven welk materiaal wordt gelast
- meetlint
- remklauwen

visuele inspectie vóór het lassen
- Controletekeningen
- Kijk naar de laspositie en hoe ti overeenkomt met de specificatie. Let op de verticale rijrichting
- controleer de filetlassymbolen
- komt de procedure overeen met de lokale codes en de lasspecificatie
lasmateriaal inspectie
- komen de aangekochte materialen overeen met de specificatie voor de grootte en het type van onedel metaal? Controleer de grootte van de elektrode, gas selectie en rang.
- Controleer materialen op defecten. Zoek naar verontreinigingen zoals roest, schaal, molen, lamineren etc.
- zijn materialen bereid voor correcte hoeken
assemblageinspectie
volg deze laskwaliteitstests voor assemblageinspectie:
- controleer op fit
- uitlijning van armaturen en mallen. Controleer netheid (zoek naar spatten van eerdere taken)
- controleer de kwaliteit als klepellassen worden gebruikt. De kleeflas moet worden gemaakt met dezelfde elektrode als de belangrijkste Las (s).
- Controle Gebruik van voorverwarming om de koelsnelheid te vertragen en vervorming tot een minimum te beperken
inspectie van de apparatuur
- controle op schade (kabels, aardklemmen, elektrodehouder).
- controleboogspanning
- controlestroommeter voor bereik ten opzichte van specificatie
visuele inspectie tijdens het lassen
- Controleelektroden voor grootte, type en opslag (laagwaterstofelektroden worden bewaard in een stabiliserende oven)
- kijk root pass voor gevoeligheid voor barsten
- inspecteer elke laspas. Zoek naar ondersnijding en vereiste contour. Zorg ervoor dat de las goed wordt gereinigd tussen elke pas.
- controleer op kraters die gevuld moeten worden
- controleer de lasvolgorde en-grootte. Meters worden gebruikt om de grootte te controleren.
Inspectie Na het Lassen
- Controleren lassen van de tegen-code en normen
- Controleren op grootte met meters en prints
- Check afwerking en contour
- Controleren op scheuren tegen normen
- Kijk voor elkaar overlappen
- Check undercut
- Bepalen of spatten wordt op een aanvaardbaar niveau
Gas Las Testen
Inspectie van lasnaden kwaliteit testen criteria voor gas lassen:
- De lassen moeten van een consistente breedte in. De twee randen moeten rechte evenwijdige lijnen vormen.
- het oppervlak van de las moet licht convex zijn met een versterking van niet meer dan 1/16 in. (1,6 mm) boven het plaatoppervlak. De convexiteit moet zelfs over de gehele lengte van de las. Het mag niet hoog zijn op de ene plaats en laag op de andere.
- het oppervlak van de las moet fijne, gelijkmatig verdeelde rimpelingen hebben. Het moet vrij zijn van overmatige spatten, schaal, en putjes.
- de randen van de las moeten vrij zijn van ondersnijding of overlapping.
- Starts en stops moeten zodanig samenvloeien dat het moeilijk is waar ze hebben plaatsgevonden.
- de krater aan het einde van de las moet worden gevuld en geen gaten of scheuren vertonen.
voor Stootgewrichten:
indien het gewricht een stootgewricht is, controleer de achterkant op volledige penetratie door de wortel van het gewricht. Aan de achterkant moet een lichte kraal worden gevormd.
voor fusie van Lap-en T-joint Test:
de wortelpenetratie en fusie van lap-en T-gewrichten kan worden gecontroleerd door druk op de bovenste plaat uit te oefenen tot deze dubbel gebogen is. Als de las niet door de wortel is gepenetreerd, zal de plaat bij het gewricht barsten terwijl deze wordt gebogen. Als het breekt, observeer de omvang van de penetratie en fusie bij de wortel. Het zal waarschijnlijk ontbreken in fusie en penetratie.