pentru a asigura performanța satisfăcătoare a unei structuri sudate, calitatea sudurilor trebuie determinată prin proceduri de testare adecvate. Prin urmare, ele sunt testate în condiții care sunt aceleași sau mai severe decât cele întâlnite de structurile sudate din teren.
această pagină conține sfaturi de inspecție vizuală. Următoarele pagini conțin metode de inspecție pentru GMAW și testarea fizică a sudurii.
aceste teste relevă secțiuni slabe sau defecte care pot fi corectate înainte ca materialul să fie eliberat pentru utilizare pe teren. Testele determină, de asemenea, proiectarea adecvată a sudării pentru echipamentele de artilerie și previn rănirea și inconvenientele pentru personal.
NDT se referă la testarea nedistructivă. Este o abordare a testării care implică evaluarea sudurii fără a provoca daune. Economisește timp și bani, inclusiv utilizarea inspecției vizuale la distanță (RVI), a razelor x, a testării cu ultrasunete și a testelor de penetrare a lichidului.
în majoritatea sudurilor, calitatea este testată pe baza funcției pentru care este destinată. Dacă fixați o piesă pe o mașină, dacă mașina funcționează corect, atunci sudura este adesea considerată corectă. Există câteva modalități de a spune dacă o sudură este corectă :
- distribuție: materialul de sudură este distribuit în mod egal între cele două materiale care au fost unite.
- deșeuri: sudura nu conține deșeuri, cum ar fi zgură. Zgura după răcire ar trebui să se desprindă de proiect. Ar trebui îndepărtat cu ușurință. În sudarea Mig, orice reziduu din gazul de protecție trebuie, de asemenea, îndepărtat cu puține probleme. TIG, fiind cel mai curat proces, ar trebui să fie, de asemenea, fără deșeuri. În Tig, dacă vedeți deșeuri, înseamnă de obicei că materialul sudat nu a fost curățat bine.
- porozitate: suprafața sudurii nu trebuie să aibă neregularități sau găuri poroase (numite porozitate). Găurile contribuie la slăbiciune. Dacă vedeți găuri, de obicei indică faptul că metalul de bază era murdar sau avea un strat de oxid. Dacă utilizați MIG sau Tig, porozitatea indică faptul că este nevoie de mai mult gaz de protecție la sudare. Porozitatea în sudurile din aluminiu este un indicator cheie al utilizării insuficiente a gazului.
- etanșeitate: dacă îmbinarea nu este strânsă, aceasta indică o problemă de sudură. În sudarea cu oxiacetilenă, dacă se utilizează sudare autogenă, în cazul în care nu există material de umplutură, sudura trebuie să fie strânsă. La fel și pentru sudarea autogenă Tig. Decalajul nu este la fel de critic în alte tipuri de suduri, deoarece orice gol este completat de materialul de umplutură. Acestea fiind spuse, lacunele, în general, indică o potențială problemă de calitate.
- Etanșe: Dacă reparați un articol care conține lichid, o scurgere este o modalitate sigură (și evidentă) de a vedea că există o problemă. Același lucru pentru ceva care va conține un gaz. O metodă de testare este utilizarea bulelor de săpun pentru a verifica problemele (pot fi aplicate cu ușurință cu o sticlă de jet.
- rezistență: majoritatea sudurilor trebuie să demonstreze rezistența necesară. O modalitate de a asigura o rezistență adecvată este să începeți cu un metal de umplere și un rating de electrod care este mai mare decât cerința dvs. de rezistență.
alte verificări care utilizează metode vizuale includ verificări înainte (fața rădăcinii, decalajul, unghiul conic, fixarea articulației), în timpul (rata de consum a electrodului, debitul de metal, sunetul și lumina arcului) și după sudare (subcotare, problema fuziunii rădăcinii, găuri, stropire excesivă, dimensiuni de sudură) așa cum este descris mai jos.
defecte comune de sudură
penetrare incompletă
acest termen este utilizat pentru a descrie eșecul umpluturii și al metalului de bază pentru a fuziona împreună la rădăcina îmbinării. Îmbinarea are loc în sudurile canelurilor atunci când metalul depus și metalul de bază nu sunt topite la rădăcina îmbinării. Cauza frecventă a penetrării incomplete este un design comun care nu este potrivit pentru procesul de sudare sau condițiile de construcție. Atunci când canelura este sudată dintr-o singură parte, penetrarea incompletă este probabil să rezulte în următoarele condiții.
- dimensiunea feței rădăcinii este prea mare, chiar dacă deschiderea rădăcinii este adecvată.
- deschiderea rădăcinii este prea mică.
- unghiul inclus al unei caneluri în V este prea mic.
- electrodul este prea mare.
- rata de călătorie este prea mare.
- curentul de sudare este prea mic.
Related read: părți ale unei suduri – înțelegerea Nomenclaturii sudurii
lipsa fuziunii
lipsa fuziunii este eșecul unui proces de sudare de a fuziona împreună straturi de metal sudat sau metal sudat și metal de bază. Metalul de sudură se rostogolește doar pe suprafețele plăcii. Acest lucru este denumit în general suprapunere. Lipsa fuziunii este cauzată de următoarele condiții:
- nerespectarea până la punctul de topire a temperaturii metalului de bază sau a metalului sudat depus anterior.
- fluxare necorespunzătoare, care nu reușește să dizolve oxidul și alte materiale străine de pe suprafețele pe care trebuie să fuzioneze metalul depus.
- suprafețe murdare ale plăcilor.
- dimensiunea sau tipul necorespunzător al electrodului.
- ajustare incorectă a curentului.
subcotare
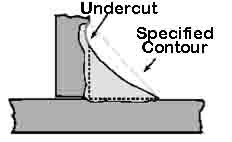
subcotarea este arderea metalului de bază la vârful sudurii. Subcotarea poate fi cauzată de următoarele condiții:
- ajustarea curentă este prea mare.
- arc gap care este prea lung.
- imposibilitatea de a umple craterul complet cu metal sudat.
incluziuni de zgură
incluziuni de zgură sunt buzunare alungite sau globulare de oxizi metalici și alți compuși solizi. Ele produc porozitate în metalul sudat. În sudarea cu arc, incluziunile de zgură sunt în general alcătuite din materiale de acoperire cu electrozi sau fluxuri. În operațiile de sudare cu mai multe straturi, eșecul de a îndepărta zgura dintre straturi provoacă incluziuni de zgură. Majoritatea incluziunii zgurii poate fi prevenită prin:
- pregătirea canelurii și sudarea corectă înainte ca fiecare talon să fie depus.
- eliminarea tuturor zgurii.
- asigurându-vă că zgura se ridică la suprafața bazinului de sudură.
- aveți grijă să nu lăsați niciun contur care va fi dificil de pătruns complet cu arcul.
citiți mai multe despre cauzele și modul de prevenire a incluziunilor de zgură aici.
porozitatea
porozitatea este prezența buzunarelor care nu conțin material solid. Ele diferă de incluziunile de zgură prin faptul că buzunarele conțin mai degrabă gaz decât un solid.
gazele care formează golurile sunt derivate:
- gazul eliberat prin răcirea sudurii datorită scăderii reduse a temperaturii de solubilitate.
- gaze formate prin reacțiile chimice din sudură.
porozitatea este cel mai bine prevenită prin evitarea:
- supraîncălzirea și subcotarea metalului sudat.
- prea mare o setare curentă.
- un arc prea lung.
citire: 13 tipuri de defecte de sudare
inspecție vizuală (VT)
inspecția vizuală este un proces de testare a calității sudurii nedistructive (NDT) în care o sudură este examinată cu ochiul pentru a determina discontinuitățile suprafeței. Este cea mai comună metodă de testare a calității sudurii.
avantajele testării calității sudurii nedistructive:
- necostisitoare (de obicei numai cheltuieli forței de muncă)
- echipamente Low cost
- nici o cerință de putere
- identificarea rapidă a defectelor și a costurilor de reparații în aval din cauza unor probleme care nu au fost prinse devreme
dezavantaje:
- Inspector de formare necesare
- bună vederii necesare sau vederii corectate la 20/40
- poate fi dor de defecte interne
- raport trebuie să fie înregistrate de către inspector
- deschis la eroare umană
Visual sudură de calitate pași de testare
- practicați și dezvoltați proceduri pentru aplicarea consecventă a abordării
- inspectați materialele înainte de sudare
- testarea calității sudurii la sudare
- inspecție când sudura este completă
- marcați problemele și reparați sudura
sudură vizuală Echipament
file Weld Gauge

prezentat: set de gabarit de inspecție a fileului de 7 bucăți
sunt necesare mai multe piese de echipament de sudură pentru testarea calității sudurii vizuale:
- sudură handheld file ecartament măsuri:
- planeitatea sudurii
- convexitate (modul în care sudura este sudată spre exterior)
- concavitate (modul în care sudura este rotunjită spre interior)
- lentile de protecție cu vizualizator de buzunar și lentile de umbră pentru utilizare la observarea procesului de sudare
- o lupă conform Codului din zona dvs.
- lanternă
- daltă și/sau ciocan de sudură pentru îndepărtarea stropilor și zgurii înainte de inspectarea sudurii
- dispozitiv de temperatură (Tempelstick, Pirometru) pentru a determina temperaturile de preîncălzire, interpasare și post-încălzire.
- Magnet pentru a indica tipul de material sudat
- măsură de bandă
- etriere

citire înrudită: Lista de instrumente de sudură pentru începători
inspecție vizuală înainte de sudare
- verificați desenele
- uitați-vă la poziția sudurii și la modul în care ti corespunde specificației. Urmăriți direcția verticală de deplasare
- verificați simbolurile de sudare a fileului
- procedura se aliniază cu codurile locale și specificația sudurii
Inspecția materialului sudurii
- materialele achiziționate corespund specificației pentru dimensiunea și tipul metalelor de bază? Verificați dimensiunea electrodului, selectarea gazului și gradul.
- verificați materialele pentru defecte. Uita-te pentru contaminanți, cum ar fi rugina, scară, Moara, laminare etc.
- sunt materiale pregătite pentru unghiuri corecte
Inspecția ansamblului
urmați acești pași de testare a calității sudurii pentru inspecția ansamblului:
- verificați dacă se potrivesc
- alinierea corpurilor de fixare și a dispozitivelor de fixare. Verificați curățenia (căutați stropi de la lucrările anterioare)
- verificați calitatea dacă se utilizează suduri de lipire. Sudura de lipire trebuie realizată cu același electrod ca sudura (sudurile) principală (principale).
- Verificați utilizarea preîncălzirii pentru a încetini viteza de răcire și pentru a minimiza distorsiunile
inspecția echipamentului
- verificați dacă există deteriorări (cabluri, cleme de împământare, suport pentru electrozi).
- verificați tensiunea arcului
- verificați contorul de amperaj pentru intervalul conform specificațiilor
inspecție vizuală în timpul sudării
- verificați electrozii pentru dimensiune, tip și depozitare (electrozii cu hidrogen scăzut sunt păstrați într-un cuptor stabilizator)
- urmăriți trecerea rădăcinii pentru susceptibilitatea la fisurare
- verificați fiecare trecere de sudură. Căutați subcotarea și conturul necesar. Asigurați-vă că sudura este curățată corespunzător între fiecare trecere.
- verificați dacă există cratere care trebuie umplute
- verificați secvența și dimensiunea sudurii. Calibre sunt folosite pentru a verifica dimensiunea.
inspecție după sudare
- verificați sudura conform codului și standardelor
- verificați dimensiunea cu manometre și amprente
- verificați finisajul și conturul
- verificați fisurile conform standardelor
- căutați suprapuneri
- verificați subcotat
- determinați dacă stropii sunt la niveluri acceptabile
testarea sudurii cu gaz
inspecție criteriile de testare a calității sudurii pentru sudurile cu gaz:
- sudura trebuie să aibă o lățime consistentă pe tot parcursul. Cele două margini trebuie să formeze linii paralele drepte.
- fața sudurii trebuie să fie ușor convexă, cu o armătură de cel mult 1/16 in. (1,6 mm) deasupra suprafeței plăcii. Convexitatea trebuie să fie uniformă pe toată lungimea sudurii. Nu ar trebui să fie ridicat într-un loc și scăzut în altul.
- fața sudurii trebuie să aibă valuri fine, distanțate uniform. Ar trebui să fie liber de stropi excesive, scară, și pitting.
- marginile sudurii nu trebuie să fie tăiate sau suprapuse.
- pornirile și opririle ar trebui să se amestece împreună, astfel încât să fie dificil acolo unde au avut loc.
- craterul de la capătul sudurii trebuie umplut și nu trebuie să prezinte găuri sau fisuri.
pentru îmbinările cap la cap:
dacă îmbinarea este o îmbinare cap la cap, verificați dacă partea din spate nu pătrunde complet prin rădăcina articulației. O ușoară margine ar trebui să se formeze pe partea din spate.
pentru testarea fuziunii Lap și T-joint:
penetrarea rădăcinii și fuziunea articulațiilor lap și T pot fi verificate punând presiune pe placa superioară până când este îndoită dublu. Dacă sudura nu a pătruns prin rădăcină, placa se va deschide la îmbinare pe măsură ce este îndoită. Dacă se rupe, observați gradul de penetrare și fuziune la rădăcină. Probabil că va lipsi fuziunea și penetrarea.