aby zapewnić zadowalającą wydajność konstrukcji spawanej, jakość spoin musi być określona za pomocą odpowiednich procedur testowych. W związku z tym są one testowane w warunkach, które są takie same lub cięższe niż te, które napotykają konstrukcje spawane w terenie.
ta strona zawiera wskazówki dotyczące kontroli wzrokowej. Poniższe strony zawierają metody kontroli dla GMAW i badania spoin fizycznych.
testy te ujawniają słabe lub wadliwe sekcje, które można skorygować przed wydaniem materiału do użytku w terenie. Testy określają również prawidłową konstrukcję spawania dla sprzętu artyleryjskiego oraz zapobiegają obrażeniom i niedogodności dla personelu.
NDT odnosi się do badań nieniszczących. Jest to podejście do testowania, które obejmuje ocenę spoiny bez powodowania uszkodzeń. Oszczędza czas i pieniądze, w tym zastosowanie zdalnej kontroli wizualnej (RVI), promieni rentgenowskich, testów ultradźwiękowych i testów penetracyjnych cieczy.
w większości spoin jakość jest testowana w oparciu o funkcję, do której jest przeznaczona. Jeśli mocujesz część na maszynie, jeśli maszyna działa prawidłowo, spoina jest często uważana za prawidłową. Istnieje kilka sposobów, aby stwierdzić, czy spoina jest prawidłowa :
- Dystrybucja: Materiał spoiny jest rozprowadzany równo między dwoma materiałami, które zostały połączone.
- odpady: spoina jest wolna od materiałów odpadowych, takich jak żużel. Żużel po schłodzeniu powinien oderwać się od projektu. Należy go łatwo usunąć. W spawaniu Mig wszelkie pozostałości z gazu osłonowego również powinny być usuwane z niewielkim problemem. TIG, będąc najczystszym procesem, powinien być również wolny od odpadów. W Tig, jeśli widzisz odpady, zwykle oznacza to, że spawany materiał nie został dokładnie oczyszczony.
- porowatość: powierzchnia spoiny nie powinna mieć żadnych nierówności ani porowatych otworów (zwanych porowatością). Dziury przyczyniają się do słabości. Jeśli widzisz dziury, zwykle oznacza to, że metal podstawowy był brudny lub miał powłokę tlenkową. Jeśli używasz Mig lub Tig, porowatość oznacza, że podczas spawania potrzebna jest większa ilość gazu osłonowego. Porowatość w spoinach aluminiowych jest kluczowym wskaźnikiem niewystarczającego zużycia gazu.
- szczelność: jeśli połączenie nie jest szczelne, oznacza to problem ze spawaniem. W spawaniu tlenowo-acetylenowym, w przypadku spawania autogennego, w którym nie ma materiału wypełniającego, spoina musi być szczelna. To samo dotyczy spawania autogenicznego Tig. Szczelina nie jest tak krytyczna w innych rodzajach spoin, ponieważ każda szczelina jest wypełniana przez materiał wypełniający. Ogólnie rzecz biorąc, luki wskazują na potencjalny problem z jakością.
- : Jeśli naprawiasz przedmiot zawierający ciecz, wyciek jest niezawodnym sposobem (i oczywistym sposobem), aby zobaczyć, że istnieje problem. To samo dla czegoś, co zawiera gaz. Jedną z metod testowania jest użycie baniek mydlanych w celu sprawdzenia problemów (można je łatwo zastosować za pomocą butelki z tryskaczem.
- wytrzymałość: Większość spoin musi wykazać wymaganą wytrzymałość. Jednym ze sposobów zapewnienia odpowiedniej wytrzymałości jest rozpoczęcie od oceny metalu wypełniającego i elektrody, która jest wyższa niż twoje wymagania wytrzymałościowe.
inne kontrole przy użyciu metod wizualnych obejmują kontrole przed (powierzchnia korzenia, szczelina, kąt skosu, dopasowanie spoiny), podczas (zużycie elektrody, przepływ metalu, dźwięk łuku i światło) i po spawaniu (podcięcie, problem z fuzją korzenia, otwory, nadmierne rozpryski, wymiary spoiny), jak opisano poniżej.
typowe błędy spawania
niekompletna penetracja
termin ten jest używany do opisania awarii wypełniacza i metalu nieszlachetnego do łączenia się u nasady złącza. Mostkowanie występuje w spoinach rowkowych, gdy osadzony metal i metal nieszlachetny nie są topione u nasady złącza. Częstą przyczyną niepełnej penetracji jest konstrukcja spoiny, która nie nadaje się do procesu spawania lub warunków budowy. Gdy rowek jest spawany tylko z jednej strony, niepełna penetracja może spowodować w następujących warunkach.
- wymiar powierzchni korzenia jest zbyt duży, mimo że otwór korzenia jest odpowiedni.
- otwarcie korzenia jest za małe.
- dołączony kąt rowka V jest zbyt mały.
- elektroda jest zbyt duża.
- prąd spawania jest zbyt niski.
Related read: Parts of a Weld – Understanding Weld Nomenclature
Brak połączenia
Brak połączenia jest niepowodzeniem procesu spawania, aby połączyć ze sobą warstwy metalu spoiny lub metalu spoiny i metalu nieszlachetnego. Metal spoiny po prostu przewraca się po powierzchniach płyt. Jest to ogólnie określane jako nakładanie się. Brak fuzji jest spowodowany następującymi warunkami:
- brak podniesienia do temperatury topnienia temperatury metalu nieszlachetnego lub wcześniej osadzonego metalu spoiny.
- niewłaściwe topienie, które nie rozpuszcza tlenku i innych ciał obcych z powierzchni, do których osadzony metal musi się stopić.
- zabrudzone powierzchnie płyt.
- niewłaściwy rozmiar lub typ elektrody.
- zła regulacja prądu.
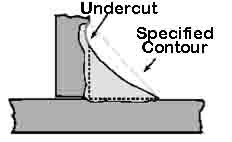
podcięcie to wypalanie metalu nieszlachetnego na spoinie. Podcięcie cenowe może być spowodowane następującymi warunkami:
- bieżąca Regulacja jest zbyt wysoka.
- Luka Łukowa zbyt długa.
- brak całkowitego wypełnienia krateru metalem spawanym.
wtrącenia żużla
wtrącenia żużla są wydłużonymi lub kulistymi kieszeniami tlenków metali i innych związków stałych. Wytwarzają porowatość w metalu spoiny. W spawaniu łukowym wtrącenia żużla składają się zazwyczaj z materiałów powlekających elektrody lub topników. W przypadku spawania wielowarstwowego brak usunięcia żużla między warstwami powoduje wtrącenia żużla. Większości żużli można zapobiec poprzez:
- odpowiednie przygotowanie rowka i spoiny przed osadzeniem każdego zgrubienia.
- usuwanie całego żużla.
- upewniając się, że żużel unosi się na powierzchnię basenu spawalniczego.
- dbanie o to, aby nie pozostawiać żadnych konturów, które będą trudne do pełnego przeniknięcia łukiem.
Przeczytaj więcej o przyczynach i sposobach zapobiegania wtrąceniom żużla tutaj.
porowatość
porowatość to obecność kieszeni, które nie zawierają żadnego stałego materiału. Różnią się one od wtrąceń żużla tym, że kieszenie zawierają gaz, a nie ciało stałe.
gazy tworzące pustki powstają w postaci:
- gaz uwalniany przez spoinę chłodzącą ze względu na obniżone spadki temperatury rozpuszczalności.
- gazy powstałe w wyniku reakcji chemicznych w spoinie.
porowatości najlepiej zapobiegać, unikając:
- przegrzanie i podcięcie metalu spoiny.
- zbyt wysokie ustawienie prądu.
- za długi łuk.
Czytaj: 13 rodzajów wad spawalniczych
oględziny (VT)
oględziny to nieniszczący proces testowania jakości spoiny (NDT), w którym spoina jest badana okiem w celu określenia nieciągłości powierzchni. Jest to najczęstsza metoda badania jakości spoin.
zalety nieniszczących badań jakości spoin:
- niedrogi (zwykle tylko koszty pracy)
- niski koszt sprzętu
- brak zapotrzebowania na moc
- szybka identyfikacja usterek i koszty napraw na późniejszym etapie z powodu problemów, które nie zostały wykryte wcześnie
wady:
- konieczne szkolenie Inspektora
- wymagany dobry wzrok lub poprawiony wzrok do 20/40
- może brakować wad wewnętrznych
- raport musi zostać zarejestrowany przez inspektora
- otwarty na błędy ludzkie
etapy badania jakości spoin wzrokowych
- ćwicz i opracuj procedury spójnego stosowania podejścia
- sprawdź materiały przed spawaniem
- testowanie jakości spoiny podczas spawania
- kontrola po zakończeniu spawania
- zaznacz problemy i napraw spoinę
spoina wizualna Sprzęt
wskaźnik spoiny pachwinowej

pokazano: 7-częściowy zestaw mierników inspekcyjnych do spawania filetów
do wizualnego testowania jakości spoin wymagane jest kilka elementów sprzętu spawalniczego:
- spoiny ręczne mierniki filet:
- płaskość spoiny
- wypukłość (jak spoina jest spawana na zewnątrz)
- wklęsłość (jak spoina jest zaokrąglona do wewnątrz)
- soczewki ochronne z pocket viewer i soczewką cieniującą do stosowania podczas obserwacji procesu spawania
- szkło powiększające zgodnie z kodem w Twojej okolicy
- Latarka
- dłuto i/lub młotek spawalniczy do usuwania odprysków i żużli przed sprawdzeniem spoiny
- urządzenie temperaturowe (Tempelstick, Pirometr) do określania temperatury podgrzewania wstępnego, interpass i temperatury po nagrzewaniu.
- magnes wskazujący rodzaj spawanego materiału
- Taśma Miernicza
- zaciski

Related Czytaj: lista narzędzi spawalniczych dla początkujących
oględziny przed spawaniem
- Sprawdź rysunki
- spójrz na pozycję spoiny i jak TI odpowiada specyfikacji. Obserwuj pionowy kierunek ruchu
- Sprawdź symbole spawania pachwinowego
- czy procedura jest zgodna z lokalnymi kodami i specyfikacją spoiny
kontrola materiału spawania
- czy zakupione materiały są zgodne ze specyfikacją rozmiaru i typu metalu nieszlachetnego? Sprawdź rozmiar elektrody, wybór gazu i gatunek.
- Sprawdź materiały pod kątem wad. Szukaj zanieczyszczeń, takich jak rdza, kamień, młyn, laminowanie itp.
- są materiały przygotowane do poprawnych kątów
Kontrola montażu
wykonaj następujące kroki testowania jakości spoiny w celu kontroli montażu:
- sprawdź dopasowanie
- wyrównanie urządzeń i przyrządów. Sprawdź czystość (Szukaj odprysków z poprzednich zadań)
- sprawdź jakość, czy używane są spoiny przyczepne. Spoina przylepna musi być wykonana z tej samej elektrody co spoina główna.
- Sprawdź użycie wstępnego ciepła, aby spowolnić szybkość chłodzenia i zminimalizować zniekształcenia
kontrola sprzętu
- Sprawdź uszkodzenia (Kable, zaciski uziemiające, Uchwyt elektrody).
- Sprawdź napięcie łuku
- Sprawdź amperage meter pod kątem zasięgu względem specyfikacji
oględziny podczas spawania
- Sprawdź rozmiar, rodzaj i przechowywanie elektrod (elektrody o niskiej zawartości wodoru są przechowywane w piecu stabilizującym)
- Obserwuj Przejście korzenia pod kątem podatności na pękanie
- sprawdź każdy przebieg spoiny. Poszukaj podcięcia i wymaganego konturu. Upewnij się, że spoina jest prawidłowo czyszczona między każdym przejściem.
- sprawdź, czy kratery muszą być wypełnione
- Sprawdź kolejność i rozmiar spoiny. Mierniki służą do sprawdzania rozmiaru.
Kontrola po spawaniu
- Sprawdź spoinę pod kątem kodu i norm
- Sprawdź rozmiar ze wskaźnikami i wydrukami
- Sprawdź wykończenie i kontur
- Sprawdź pęknięcia pod kątem norm
- Sprawdź nakładanie się
- sprawdź podcięcie
- określ, czy rozpryski są na akceptowalnym poziomie
testowanie spoin gazowych
inspekcja kryteria badania jakości spoin gazowych:
- spoina powinna mieć jednolitą szerokość na całej długości. Dwie krawędzie powinny tworzyć proste równoległe linie.
- powierzchnia spoiny powinna być lekko wypukła ze wzmocnieniem nie większym niż 1/16 cala. (1,6 mm) nad powierzchnią płyty. Wypukłość powinna być równa na całej długości spoiny. Nie powinna być wysoka w jednym miejscu, a niska w innym.
- powierzchnia spoiny powinna mieć drobne, równomiernie rozmieszczone zmarszczki. Powinien być wolny od nadmiernych rozprysków, skali i wżerów.
- krawędzie spoiny powinny być wolne od podcięcia lub zachodzenia na siebie.
- starty i przystanki powinny się ze sobą łączyć tak, że trudno jest, gdzie się odbyły.
- Krater na końcu spoiny powinien być wypełniony i nie wykazywać otworów ani pęknięć.
dla połączeń doczołowych:
jeśli połączenie jest złączem doczołowym, sprawdź tylną stronę pod kątem całkowitej penetracji przez korzeń stawu. Lekki koralik powinien tworzyć się z tyłu.
do fuzji Lap i T-joint Testing:
penetracja korzeni i fuzja lap i T-joints można sprawdzić, naciskając na górną płytę, dopóki nie zostanie zgięta dwukrotnie. Jeśli spoina nie przebije się przez korzeń, Płyta pęknie w złączu podczas zginania. Jeśli pęknie, obserwuj zakres penetracji i fuzji u nasady. Prawdopodobnie będzie brakować fuzji i penetracji.