Hva er 5 akse maskinering? Kort sagt, det produserer en komponent på EN CNC fresemaskin som kan reise i 5 forskjellige retninger. Disse maskinene gjør at skjæreverktøyet kan nå rundt deler med høy grad av frihet. Dette gjør dem ideelle for fresing av komplekse former for turbomaskinkomponenter.
Maskinkonfigurasjoner
Mens det er mange varianter av multi-akse fresemaskiner, vil vi fokusere på av 5-akse maskiner som ofte brukes for å kutte turbomachinery deler.
et grunnleggende eksempel 3 akse fresemaskin holder verktøyet loddrett og beveger Den I x, Y, Og Z retninger. I Dette tilfellet flytter x-og Z-aksene verktøyet Og Y-aksen beveger delen, men den resulterende verktøybevegelsen i forhold til delen danner et høyrehendt koordinatsystem. Z-aksen samsvarer vanligvis med verktøyaksen.
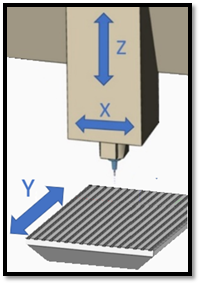
Bilde 1 – 3 Akse Mill
til denne 3-aksekonfigurasjonen kan vi legge til to roterende akser, noe som gir totalt 5 akser. De roterende aksene er vanligvis merket A, B eller C avhengig av den respektive lineære aksen X, Y Eller Z de roterer om. Hver roterende akse kan flytte verktøyet eller delen, men målet er å tillate enhver orientering av verktøyet i forhold til delen. Selv om det er mulig å ettermontere en 3-akset maskin ved å bolte på roterende akser, tilbyr mange maskinverktøyprodusenter dedikerte 5-aksekonfigurasjoner.
Bilde 2 viser en trunnion stil av maskin som har blitt ganske populær. A-aksen tipper delen Og C-aksen roterer delen. Avhengig av maskinbyggeren kan tippaksen også merkes b hvis den tipper delen om maskinens Y-akse. Legg merke til at delen lett kan fiksertureres på en horisontal overflate. Også delen kan festes slik at massesenteret ligger omtrent på a-aksens midtlinje, noe som reduserer roterende dreiemomentkrefter som kreves.
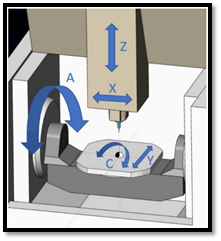
Bilde 2-Trunnion Maskin
Bilde 3 viser en vippende spindelmaskin. B-aksen tipper verktøyet og C-aksen roterer delen. Dette oppsettet hjelper for større deler siden delen ikke trenger å bli dynamisk tippet, selv om vippespindelen mister noe stivhet.

Bilde 3-b akse svingende hode
Bilde 4 viser en gantry maskin. De 2 roterende aksene sitter på enden Av Z-aksen ram, som er montert på en bevegelig brokonstruksjon. Disse maskinene er godt egnet for store komponenter som er for tunge til å montere på et roterende bord og svingende hode.
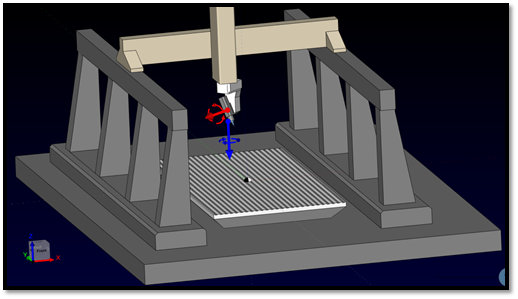
Bilde 4-5 axis Gantry CNC
En Mutteringsmaskin er et kompakt 5-akse maskineringssenter hvor en av de roterende aksene beveger seg i et ikke-ortogonalt system. I Bilde 5, merk den gule roterende midtlinjen 45 grader fra loddrett. Med denne konfigurasjonen er verktøyets orientering i forhold til delen begrenset, noe som kan forhindre fresing helt rundt et blad. Imidlertid kan justering av vinkelen til den gule vektoren forlenge evnen. Bilde 5 viser at rotasjonsaksene både beveger delen, men muttermaskiner kan også ha rotasjonsakser som beveger verktøyet.
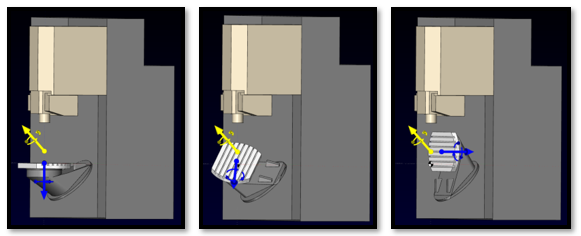
Bilde 5-Nutating maskin i tre roterende posisjoner
Programvare for 5-akse fresing
Alle de 5-akse kinematiske konfigurasjoner kan gjøre toolpath programmering vanskelig, men heldigvis programvareløsninger har holdt tritt med utvikle teknologi.
CAM (Computer Aided Manufacturing) systemer tilbyr ulike multi-akse skjærestrategier for å utnytte fleksibiliteten til 5-akse maskiner:
med 3 + 2 maskinering plasserer vi og låser rotasjonsaksene før kutting. Dette gir et stivt oppsett for tung kutting. Plane roughing nivåer gir mer konsistente skjæreforhold og chiptykkelse for raskere kutting. 3 + 2 maskinering kan også tillate raskere strømmer fordi de roterende aksene ofte er matebegrensende faktor under 5-akse kutting.
4+1 maskinering plasserer en av rotasjonsaksene til en fast posisjon. Dette kan være ønskelig å eliminere uønsket bevegelse av en roterende akse, selv om det kan kreve mer bevegelse av den andre rotasjonsaksen for å unngå kollisjoner mellom verktøydeler. 4 + 1 programmering er også selvsagt nyttig hvis det ikke er noen 5.akse på maskinen.
5 axis samtidig bevegelse er en nødvendighet for turbomachinery komponenter. Alle 5 aksene beveger seg samtidig for å lede verktøyet rundt bladene og gjennom lommene uten kollisjon. Dette gir jevn, uavbrutt kutting for både roughing og flowline etterbehandling. Nyere maskiner med dreiemoment-motor rotaries tillate høyhastighets 5 akse skjæring.
Moderne CAM programvare kan også simulere 5-aksen maskinering prosessen. Dette gir klar visualisering av den komplekse maskinbevegelsen med rapporter om kollisjoner, overtravel (slaggrense) forhold og andre potensielle farer. Programmerere kan enkelt bekrefte at delen, ligaen, verktøy, og fresemaskin er alle trygge og egnet.
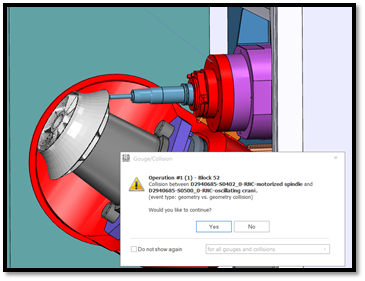
Bilde 6-Maskin Simulering oppdage kollisjon
de fleste NYE CNC-maskiner tilbyr TCP / RTCP (Tool Center Point / Rotating Tool Center Point) modus. Dette er en valgfri funksjon i maskinkontrolleren som er utformet for å holde skjærepartiet av verktøyet i konstant rettlinjet kontakt med arbeidsstykket. Uten TCP kan verktøyspissen gjøre en skadelig scalloping bevegelse mellom befalte 5-akse posisjoner. TCP forenkler CAM-systemets etterbehandlingsjobb fordi DE kommanderte XYZ-verdiene er i arbeidsstykkekoordinater, og maskinkontrolleren beregner XYZ-akseverdiene. Toolpath-filene er dermed mer generiske og allsidige, slik at de lettere kan overføres fra en armaturoppsett til en annen, eller til og med fra en maskin til en annen. Maskinoperatøren kan enkelt foreta nødvendige justeringer av arbeidsstykkets referanseopprinnelse, samtidig som behovet for å repostere operasjonene elimineres. Uten TCP kan toolpaths ha hardkodede forskyvninger for et bestemt fixture-oppsett. TCP gjør også feed programmering enklere. Bare en feed kommando er nødvendig og kontrollen opprettholder verktøyspissen hastighet i forhold til arbeidsstykket. Uten TCP må ikke-intuitive inverse-time feeds programmeres på hver linje.
På Concepts NRC har Vi et bredt publikum av turbomachinery spesialister. Hvis du er i produksjon, kan dette sammendraget være hjelpemiddel, men for andre håper vi at det gir litt innsikt og oppfordrer deg til å ta en spasertur ned til maskinbutikken din eller besøke leverandøren der delene dine er laget.