5軸加工とは何ですか? 要するに、それは5つの異なる方向に移動することができるCNCフライス盤上の部品を製造しています。 これらの機械は切削工具が自由度の高い部品のまわりで達するようにする。 これはそれらにターボ機械類の部品の複雑な形を製粉するための理想をする。
マシン構成
多軸のフライス盤の多くの変化がある間、私達はturbomachineryの部品を切るために一般的である5軸線機械の焦点を合わせます。
基本的な例3軸フライス盤は、ツールを垂直に保持し、X、Y、Z方向に移動します。 この場合、X軸とZ軸はツールを移動し、Y軸は部品を移動しますが、結果として得られるツールの動きは部品を基準にして右利きの座標系を形成します。 Z軸は一般にツール軸と一致します。
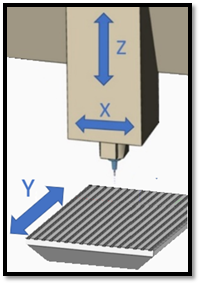
画像1–3軸ミル
この3軸構成に私達は合計5本の斧を与える2つの回転式斧を加えてもいい。 回転軸は、典型的には、それらが回転するそれぞれの直線軸X、Y、またはZに応じて、a、BまたはCと標識される。 各回転軸は工具または部品を移動させることができますが、目標は、部品に対する工具の任意の向きを可能にすることです。 回転式斧でボルトで固定することによって3軸線機械を改装することは可能の間、多くの工作機械メーカーは熱心な5つの軸線構成を提供する。
画像2は、非常に人気となっているマシンのトラニオンスタイルを示しています。 A軸は部品を先端し、C軸は部品を回転させます。 機械建築者によって、ひっくり返る軸線はまた機械Y軸についての部品をひっくり返せばbと分類されることができる。 部品は水平面に容易に固定することができることに注意してください。 また、部品は質量の中心がaの軸線の中心線に大体あるように必要な回転式トルク力を減らすfixturedことができる。
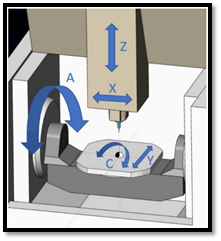
画像2-トラニオンマシン
画像3は、傾斜スピンドルマシンを示しています。 B軸は工具を先端し、C軸は部品を回転させます。 傾く紡錘が剛性率を失うけれども部品が動的にひっくり返される必要はないのでこの組み立てはより大きい部品のために助ける。

画像3-B軸スイングヘッド
画像4はガントリー機を示しています。 2つの回転式斧は移動架橋工事に取付けられるZ軸のラムの端に坐る。 これらの機械は回転テーブルおよび振動頭部に取付けるには余りにも重い大きい部品のためにうってつけである。
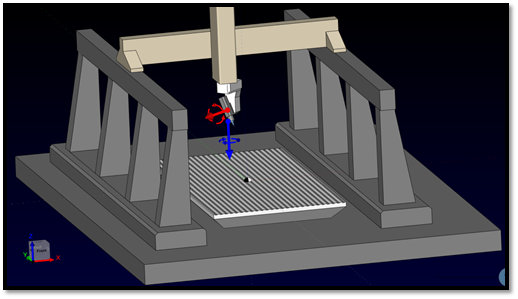
画像4-5軸ガントリー CNC
ナット加工機は、回転軸のいずれかが非直交システムで移動するコンパクトな5軸マシニングセンタです。 画像5では、黄色の回転中心線を垂直から45度に注意してください。 この構成によって部品に対する用具のオリエンテーションは刃のまわりで十分に製粉することを防ぐことができる限られている。 ただし、黄色のベクトルの角度を調整すると、機能を拡張できます。 画像5は、回転軸の両方が部品を移動していることを示していますが、ナット加工機には工具を移動する回転軸がある場合もあります。
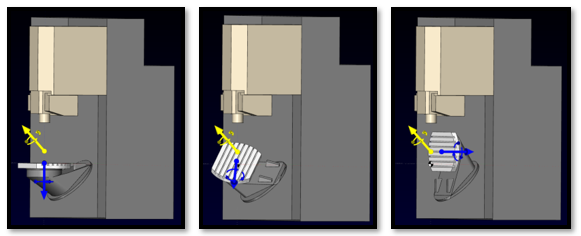
画像5-三つの回転位置にナット加工機
5軸フライス加工用ソフトウェア
5軸運動学的構成のすべては、ツールパスのプログラミングを困難にすることができますが、幸いなことにソフトウェアソリューションは、開発技術に追いついています。
CAM(Computer Aided Manufacturing)システムは、5軸機械の柔軟性を利用するために、さまざまな多軸切断戦略を提供します。
3+2加工では、切断前に回転軸を配置してロックします。 これは重い切断のための堅い組み立てを与える。 平面の荒削りのレベルはより速い切断のためのより一貫した切断の状態そして破片の厚さを与えます。 回転式斧が頻繁に5軸線の切断の間に供給制限要因であるので3+2機械化はまたより速い供給を可能にすることができます。
4+1 加工は、回転軸のいずれかを固定位置に位置決めする。 これは、一方の回転軸の不要な動きを排除するために望ましい場合がありますが、工具-部品の衝突を避けるために他方の回転軸のより多くの動きを必要とする場合があります。 機械に第5軸線がなければ4+1プログラミングはまた当然有用である。
5 軸線の同時動きはturbomachineryの部品のための必要である。 すべての5本の斧は刃のまわりでそして衝突なしでポケットを通って用具を導くためにすぐに動く。 これは荒削りおよびフローラインの仕上げ両方のための滑らかで途切れない切断を可能にする。 トルクモーター回転を持つ新しい機械は高速5軸線の切断を可能にする。
最新のCAMソフトウェアは、5軸加工プロセスをシミュレートすることもできます。 これは衝突、overtravel(打撃の限界)の状態および他の潜在的な危険のレポートの複雑な機械動きの明確な視覚化を可能にする。 プログラマーは部品、据え付け品、工具細工およびフライス盤がすべて安全、適していることを容易に確認できます。
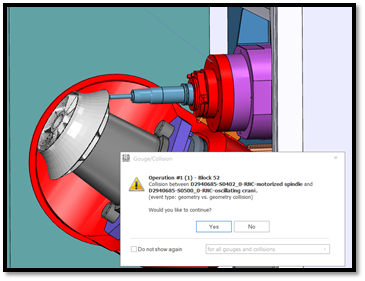
画像6-機械シミュレーション衝突検出
ほとんどの新しいCNC機械は、TCP/RTCP(工具中心点/回転工具中心点)モードを提供しています。 これは工作物が付いている一定した直線接触で用具の切断の部分を保つように設計されている機械コントローラー内の任意機能である。 TCPがなければ、用具の先端は命令された5軸線の位置間の有害なscalloping動きをすることができる。 TCPは命令されたXYZの価値が工作物の座標にあり、機械コントローラーがXYZの軸線の価値を計算するのでCAMシステムの後処理の仕事を簡単にする。 したがって、ツールパスファイルはより汎用的で汎用性が高いため、あるフィクスチャ設定から別のフィクスチャ設定、またはあるマシンから別のマシンに転送することがより簡単になります。 機械オペレータは容易に工作物の参照の起源に操作を再転記する必要性を除去している間必要な調節をすることができる。 TCPがなければ、ツールパスには特定のフィクスチャ設定のためのハードコードされたオフセットがあるかもしれません。 TCPはまた供給のプログラミングをもっと簡単にする。 ただ1つの供給命令は必要であり、制御は工作物に関連して用具の先端の速度を維持する。 TCPがなければ、直感的ではない逆時間フィードを各行にプログラムする必要があります。
コンセプトNRECでは、ターボ機械の専門家の幅広い聴衆を持っています。 あなたが製造しているなら、この要約は改善されるかもしれませんが、他の人にとっては、それがいくつかの洞察を提供し、あなたの機械工場に散歩をしたり、あなたの部品が作られているベンダーを訪問することを奨励することを願っています。