vad är 5 axel bearbetning? Kort sagt, det tillverkar en komponent på en CNC-fräsmaskin som kan färdas i 5 olika riktningar. Dessa maskiner tillåter skärverktyget att nå runt delar med hög grad av frihet. Detta gör dem idealiska för fräsning av komplexa former av turbo maskinkomponenter.
Maskinkonfigurationer
även om det finns många varianter av fleraxliga fräsmaskiner, kommer vi att fokusera på 5-axliga maskiner som vanligtvis används för att skära turbomachinery delar.
ett grundläggande exempel 3 axel fräsmaskin håller verktyget vertikalt och flyttar den i X, Y, och Z riktningar. I detta fall flyttar X-och Z-axlarna verktyget och Y-axeln flyttar delen, men den resulterande verktygsrörelsen i förhållande till delen bildar ett högerhänt koordinatsystem. Z-axeln matchar i allmänhet verktygsaxeln.
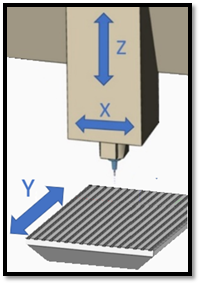
Bild 1-3 Axis Mill
till denna 3-axliga konfiguration kan vi lägga till två roterande axlar, vilket ger totalt 5 axlar. De roterande axlarna är typiskt märkta A, B eller C beroende på respektive linjär axel X, Y, eller Z de roterar omkring. Varje roterande axel kan flytta verktyget eller delen, men målet är att tillåta någon orientering av verktyget i förhållande till delen. Även om det är möjligt att eftermontera en 3-axlig maskin genom bultning på roterande axlar, erbjuder många maskinverktygstillverkare dedikerade 5-axliga konfigurationer.
bild 2 visar en trunnion stil av maskin som har blivit ganska populär. A-axeln spetsar delen och C-axeln roterar delen. Beroende på maskinbyggaren kan tippaxeln också märkas B om den spetsar delen om maskinen Y-axeln. Observera att delen lätt kan fixas på en horisontell yta. Delen kan också fixeras så att dess masscentrum ligger ungefär på A-axelns mittlinje, vilket minskar de roterande vridmomentkrafterna som krävs.
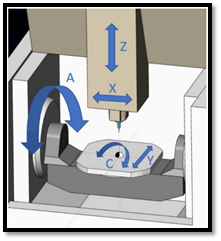
bild 2-Trunnion maskin
Bild 3 visar en lutande spindelmaskin. B-axeln spetsar verktyget och C-axeln roterar delen. Denna inställning hjälper till för större delar eftersom delen inte behöver tippas dynamiskt, även om den lutande spindeln förlorar viss styvhet.

Bild 3-B axel svängande Huvud
Bild 4 visar en portalmaskin. De 2 roterande axlarna sitter i slutet av Z-axelramen, som är monterad på en rörlig brokonstruktion. Dessa maskiner är väl lämpade för stora komponenter som är för tunga att montera på ett roterande bord och svängande Huvud.
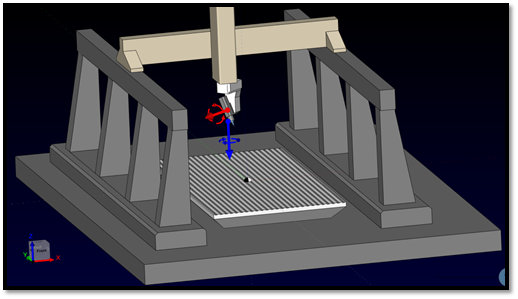
Bild 4-5 axis gantry CNC
en Nuteringsmaskin är ett kompakt 5-axligt bearbetningscenter där en av de roterande axlarna rör sig i ett icke-ortogonalt system. I Bild 5, notera den gula roterande mittlinjen 45 grader från vertikal. Med denna konfiguration är verktygsorienteringen i förhållande till delen begränsad, vilket kan förhindra fräsning helt runt ett blad. Justering av vinkeln på den gula vektorn kan dock förlänga förmågan. Bild 5 visar de roterande axlarna både flytta delen, men nutating maskiner kan också ha roterande axlar som flyttar verktyget.
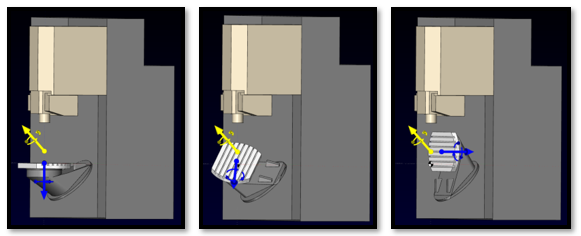
Bild 5-Nutating maskin i tre roterande positioner
programvara för 5-axlig fräsning
alla 5-axliga kinematiska konfigurationer kan göra verktygsbana programmering svårt, men lyckligtvis mjukvarulösningar har hållit jämna steg med den utvecklande tekniken.
CAM-system (Computer Aided Manufacturing) erbjuder olika fleraxliga skärstrategier för att utnyttja flexibiliteten hos 5-axliga maskiner:
med 3+2-bearbetning placerar vi och låser rotationsaxlarna före skärning. Detta ger en styv inställning för tung skärning. Plana grovbearbetningsnivåer ger mer konsekventa skärförhållanden och spåntjocklek för snabbare skärning. 3 + 2-bearbetning kan också möjliggöra snabbare matning eftersom rotationsaxlarna ofta är den matningsbegränsande faktorn vid 5-axlig skärning.
4+1 bearbetning placerar en av de roterande axlarna till ett fast läge. Detta kan vara önskvärt för att eliminera oönskad rörelse av en roterande axel, även om det kan kräva mer rörelse av den andra roterande axeln för att undvika verktygsdelkollisioner. 4 + 1 programmering är naturligtvis också användbar om det inte finns någon 5: e axel på maskinen.
5 axel samtidig rörelse är en nödvändighet för turbomachinery komponenter. Alla 5 axlar rör sig på en gång för att styra verktyget runt bladen och genom fickorna utan kollision. Detta möjliggör smidig oavbruten skärning för både grovbearbetning och flowline efterbehandling. Nyare maskiner med momentmotorrotar möjliggör höghastighetsskärning på 5 axlar.
Modern CAM-programvara kan också simulera 5-axlig bearbetningsprocessen. Detta möjliggör tydlig visualisering av den komplexa maskinrörelsen med rapporter om kollisioner, övertravel (stroke limit) förhållanden och andra potentiella faror. Programmerare kan enkelt bekräfta att delen, fixturen, verktyget och fräsmaskinen är alla säkra och lämpliga.
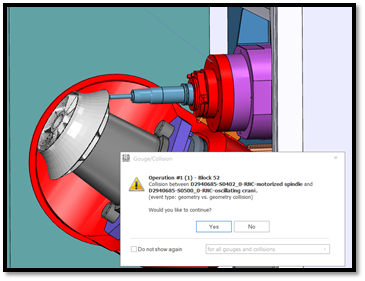
Bild 6-maskin simulering upptäcka kollision
de flesta nya CNC-maskiner erbjuder TCP / RTCP (Tool Center Point / Rotating Tool Center Point) läge. Detta är en valfri funktion inom maskinstyrenheten som är utformad för att hålla skärdelen av verktyget i konstant rak kontakt med arbetsstycket. Utan TCP kan verktygsspetsen göra en skadlig kammusslande rörelse mellan befallda 5-axliga positioner. TCP förenklar CAM-systemets efterbehandlingsjobb eftersom de befallda XYZ-värdena finns i arbetsstyckets koordinater och maskinstyrenheten beräknar XYZ-axelvärdena. Verktygsbanan filer är alltså mer generiska och mångsidiga, så att de lättare kan överföras från en fixtur inställning till en annan, eller till och med från en maskin till en annan. Maskinoperatören kan enkelt göra nödvändiga justeringar av arbetsstyckets referensursprung samtidigt som man eliminerar behovet av att återpublicera verksamheten. Utan TCP kan verktygsvägarna ha hårdkodade förskjutningar för en specifik fixturinställning. TCP gör också matningsprogrammering enklare. Bara ett matningskommando behövs och kontrollen bibehåller verktygets spetshastighet i förhållande till arbetsstycket. Utan TCP måste icke-intuitiva inverse-time-flöden programmeras på varje rad.
på Concepts NREC har vi en bred publik av turbomachinery specialister. Om du är i tillverkning kan den här sammanfattningen vara avhjälpande, men för andra hoppas vi att det ger lite insikt och uppmuntrar dig att ta en promenad ner till din maskinverkstad eller besöka säljaren där dina delar är gjorda.