ce este prelucrarea pe 5 axe? Pe scurt, produce o componentă pe o mașină de frezat CNC care poate călători în 5 direcții diferite. Aceste mașini permit sculei de tăiere să ajungă în jurul pieselor cu un grad ridicat de libertate. Acest lucru le face ideale pentru frezarea formelor complexe ale componentelor mașinilor turbo.
configurațiile mașinii
deși există multe variante de mașini de frezat cu mai multe axe, ne vom concentra pe mașinile cu 5 axe care sunt utilizate în mod obișnuit pentru tăierea pieselor turbomachinery.
un exemplu de bază 3 axă mașină de frezat deține instrumentul vertical și se deplasează în X, Y, și Z direcții. În acest caz, axele X și Z mișcă scula, iar axa Y mișcă piesa, dar mișcarea rezultată a sculei în raport cu piesa formează un sistem de coordonate dreptaci. Axa Z se potrivește în general cu axa sculei.
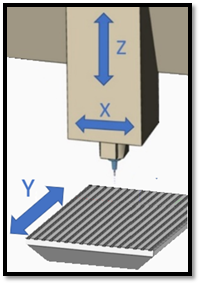
imagine 1-moara cu 3 axe
la această configurație cu 3 axe putem adăuga două axe rotative, oferind un total de 5 axe. Axele rotative sunt de obicei etichetate A, B sau C în funcție de axa liniară respectivă X, Y, sau Z se rotesc. Fiecare axă rotativă poate muta scula sau piesa, dar scopul este de a permite orice orientare a sculei în raport cu piesa. Deși este posibilă modernizarea unei mașini cu 3 axe prin înșurubarea pe axe rotative, mulți producători de mașini-unelte oferă configurații dedicate cu 5 axe.
Imaginea 2 prezintă un stil de trunchi de mașină care a devenit destul de popular. Axa a înclină partea, iar axa C rotește partea. În funcție de constructorul mașinii, axa de basculare ar putea fi, de asemenea, etichetată B dacă înclină partea despre Axa mașinii Y. Rețineți că piesa poate fi ușor fixată pe o suprafață orizontală. De asemenea, piesa poate fi fixată astfel încât centrul său de masă să se afle aproximativ pe axa centrală a, reducând forțele de cuplu rotative necesare.
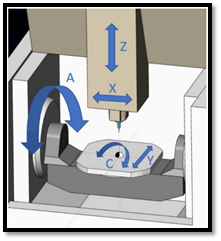
Imaginea 2-Mașină de Trunnion
Imaginea 3 prezintă o mașină cu ax înclinat. Axa B înclină scula, iar axa C rotește piesa. Această configurare ajută la piesele mai mari, deoarece piesa nu trebuie să fie înclinată dinamic, deși axul înclinat pierde o anumită rigiditate.

Imaginea 3-Capul oscilant al axei B
imaginea 4 prezintă o mașină portantă. Cele 2 axe rotative stau la capătul ramului axei Z, care este montat pe o construcție de pod în mișcare. Aceste mașini sunt potrivite pentru componente mari care sunt prea grele pentru a fi montate pe o masă rotativă și un cap oscilant.
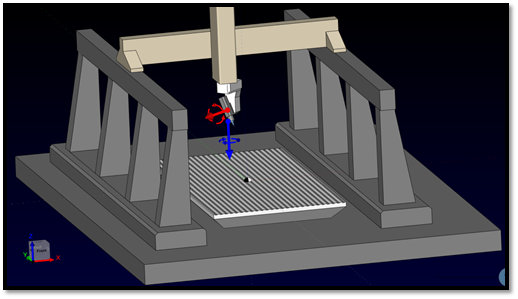
Image 4-5 axe Gantry CNC
o mașină de Nutat este un centru compact de prelucrare cu 5 axe în care una dintre axele rotative se deplasează într-un sistem non-ortogonal. În imaginea 5, notați linia centrală rotativă galbenă la 45 de grade față de verticală. Cu această configurație, orientarea sculei în raport cu piesa este limitată, ceea ce poate împiedica frezarea completă în jurul unei lame. Cu toate acestea, ajustarea unghiului vectorului galben poate extinde capacitatea. Imaginea 5 prezintă axele rotative care deplasează piesa, dar mașinile de piuliță pot avea și axe rotative care mișcă scula.
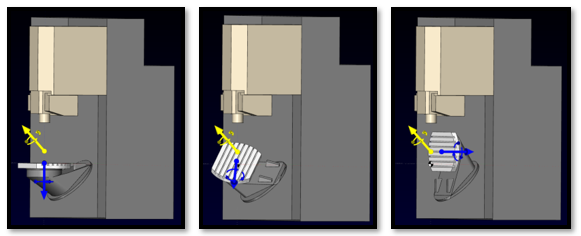
Image 5-Nutating machine în trei poziții rotative
Software pentru frezare cu 5 axe
toate configurațiile cinematice cu 5 axe pot face dificilă programarea căii de instrumente, dar, din fericire, soluțiile software au ținut pasul cu tehnologia în curs de dezvoltare.
CAM (Computer Aided Manufacturing) sisteme oferă diverse strategii de tăiere multi-axe pentru a utiliza flexibilitatea de mașini cu 5 axe:
cu 3+2 de prelucrare am poziția și bloca axele rotative înainte de tăiere. Acest lucru oferă o configurație rigidă pentru tăierea grea. Nivelurile de degroșare planare oferă condiții de tăiere mai consistente și grosimea cipului pentru o tăiere mai rapidă. Prelucrarea 3 + 2 poate permite, de asemenea, fluxuri mai rapide, deoarece axele rotative sunt adesea factorul de limitare a alimentării în timpul tăierii pe 5 axe.
4+1 prelucrarea poziționează una dintre axele rotative într-o poziție fixă. Acest lucru poate fi de dorit pentru a elimina mișcarea nedorită a unei axe rotative, deși poate necesita mai multă mișcare a celeilalte axe rotative pentru a evita coliziunile pieselor de scule. Programarea 4 + 1 este, de asemenea, utilă dacă nu există o axă a 5-A pe mașină.
5 mișcarea simultană a axei este o necesitate pentru componentele turbomachinery. Toate cele 5 axe se mișcă simultan pentru a ghida scula în jurul lamelor și prin buzunare fără coliziune. Acest lucru permite o tăiere lină neîntreruptă atât pentru degroșare, cât și pentru finisarea liniei de curgere. Mașinile mai noi cu rotații cu cuplu motor permit tăierea cu 5 axe de mare viteză.
software-ul modern CAM poate simula, de asemenea, procesul de prelucrare pe 5 axe. Acest lucru permite vizualizarea clară a mișcării complexe a mașinii cu rapoarte de coliziuni, condiții de depășire (limită de cursă) și alte pericole potențiale. Programatorii pot confirma cu ușurință că piesa, dispozitivul de fixare, sculele și mașina de frezat sunt sigure și potrivite.
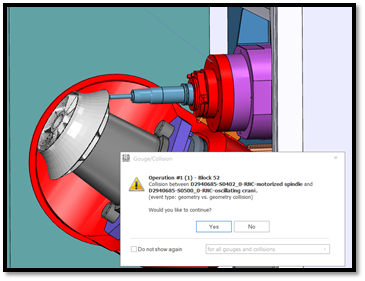
Image 6-mașină de simulare detectarea coliziune
cele mai noi masini CNC oferă TCP / RTCP (Tool Center Point / Rotating Tool Center Point) modul. Aceasta este o funcție opțională în cadrul controlerului mașinii, care este proiectată pentru a menține porțiunea de tăiere a sculei în contact constant în linie dreaptă cu piesa de prelucrat. Fără TCP, vârful sculei poate face o mișcare de scalloping dăunătoare între pozițiile comandate pe 5 axe. TCP simplifică lucrarea de postprocesare a sistemului CAM, deoarece valorile XYZ comandate sunt în coordonatele piesei de prelucrat și controlerul mașinii calculează valorile axei XYZ. Fișierele toolpath sunt astfel mai generice și versatile, astfel încât să poată fi transferate mai ușor de la o configurație de fixare la alta sau chiar de la o mașină la alta. Operatorul mașinii poate efectua cu ușurință orice ajustări necesare la originea de referință a piesei de prelucrat, eliminând în același timp necesitatea repostării operațiunilor. Fără TCP, căile de instrumente pot avea compensări greu codificate pentru o configurare specifică a dispozitivului. TCP facilitează, de asemenea, programarea alimentării. Este necesară o singură comandă de alimentare, iar comanda menține viteza vârfului sculei în raport cu piesa de prelucrat. Fără TCP, fluxurile non-intuitive de timp invers trebuie programate pe fiecare linie.
la Concepts NREC avem o audiență largă de specialiști turbomachinery. Dacă sunteți în producție, atunci acest rezumat poate fi remedial, dar pentru alții sperăm că vă oferă o perspectivă și vă încurajează să vă plimbați până la magazinul dvs. de mașini sau să vizitați vânzătorul unde sunt fabricate piesele dvs.