o que é usinagem de 5 eixos? Em suma, está fabricando um componente em uma fresadora CNC que pode viajar em 5 direções diferentes. Estas máquinas permitem que a ferramenta de corte alcance em torno das peças com um alto grau de liberdade. Isso os torna ideais para fresar as formas complexas de componentes de máquinas turbo.
Configurações da máquina
embora existam muitas variações de Fresadoras de vários eixos, vamos nos concentrar nas máquinas de 5 eixos que são comumente usadas para cortar peças de turbomáquinas.
um exemplo básico de Fresadora de 3 eixos mantém a ferramenta vertical e a move nas direções X, Y e Z. Nesse caso, os eixos X e Z movem a ferramenta e o eixo Y move a peça, mas o movimento da ferramenta resultante em relação à peça forma um sistema de coordenadas destro. O eixo Z geralmente corresponde ao eixo da ferramenta.
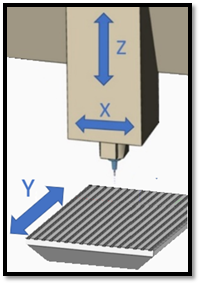
Moinho Da Linha central da imagem 1 – 3
para esta configuração de 3 eixos, podemos adicionar dois eixos rotativos, dando um total de 5 eixos. Os eixos rotativos são normalmente rotulados como A, B ou C, dependendo do respectivo eixo linear X, Y ou Z sobre o qual eles giram. Cada eixo rotativo pode mover a ferramenta ou peça, mas o objetivo é permitir qualquer orientação da ferramenta em relação à peça. Embora seja possível adaptar uma máquina de 3 eixos aparafusando eixos rotativos, muitos fabricantes de máquinas-ferramenta oferecem configurações dedicadas de 5 eixos.
imagem 2 mostra um estilo trunnion de máquina que se tornou bastante popular. O eixo A direciona a peça e o eixo C gira a peça. Dependendo do construtor da máquina, o eixo de inclinação também pode ser rotulado B se ele derruba a peça sobre o eixo Y da máquina. Observe que a peça pode ser facilmente fixada em uma superfície horizontal. Além disso, a peça pode ser fixada de modo que seu centro de massa fique aproximadamente na linha central do eixo A, reduzindo as forças de torque rotativas necessárias.
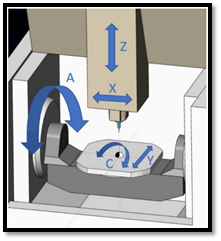
imagem 2-Trunnion Machine
a imagem 3 mostra uma máquina do eixo de inclinação. O eixo B aponta a ferramenta e o eixo C gira a peça. Essa configuração Ajuda para peças maiores, pois a peça não precisa ser inclinada dinamicamente, embora o fuso inclinado perca alguma rigidez.

imagem cabeça oscilante do eixo 3-B
a imagem 4 mostra uma máquina de pórtico. OS 2 eixos rotativos ficam no final da ram do eixo Z, que é montada em uma construção de ponte móvel. Essas máquinas são adequadas para componentes grandes que são muito pesados para montar em uma mesa rotativa e cabeça oscilante.
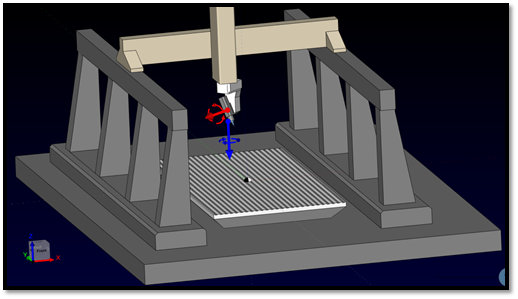
imagem 4-5 eixos Pórtico CNC
uma máquina de Nutating é um centro de usinagem compacto de 5 eixos, onde um dos eixos rotativos se move em um sistema não ortogonal. Na imagem 5, observe a linha central rotativa amarela a 45 graus da vertical. Com esta configuração, a orientação da ferramenta em relação à peça é limitada, o que pode impedir a fresagem totalmente em torno de uma lâmina. No entanto, ajustar o ângulo do vetor amarelo pode estender a capacidade. A imagem 5 mostra os eixos rotativos movendo a peça, mas as máquinas nutating também podem ter eixos rotativos que movem a ferramenta.
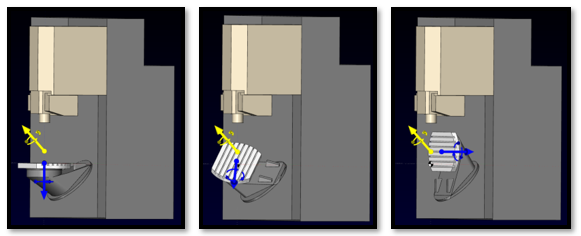
Imagem 5 – Nutating máquina em três rotary posições
Software para 5 eixos de fresagem
Todos os 5 eixos cinemáticos configurações podem fazer o percurso da ferramenta de programação difícil, mas felizmente soluções de software têm acompanhado o ritmo de desenvolvimento de tecnologia.Os sistemas CAM (Computer Aided Manufacturing) oferecem várias estratégias de corte de vários eixos para utilizar a flexibilidade de máquinas de 5 eixos:
com usinagem 3+2, posicionamos e travamos os eixos rotativos antes de cortar. Isto dá uma instalação rígida para o corte pesado. Os níveis planares de desbaste proporcionam condições de corte mais consistentes e espessura de cavacos para um corte mais rápido. A usinagem 3+2 também pode permitir alimentações mais rápidas porque os eixos rotativos costumam ser o fator limitador de alimentação durante o corte de 5 eixos.
4+1 a usinagem posiciona um dos eixos rotativos para uma posição fixa. Isso pode ser desejável para eliminar o movimento indesejado de um eixo rotativo, embora possa exigir mais movimento do outro eixo rotativo para evitar colisões Ferramenta-parte. A programação 4+1 também é útil se não houver 5º eixo na máquina.
5 o movimento simultâneo da linha central é uma necessidade para componentes do turbomachinery. Todos os 5 eixos se movem de uma só vez para guiar a ferramenta ao redor das lâminas e através dos bolsos sem colisão. Isto permite o corte ininterrupto liso para o revestimento do desbaste e do flowline. As máquinas mais novas com rotários do torque-motor permitem o corte de alta velocidade de 5 linhas centrais.
o software CAM moderno também pode simular o processo de usinagem de 5 eixos. Isso permite uma visualização clara do movimento complexo da máquina com relatórios de colisões, condições de overtravel (limite de curso) e outros riscos potenciais. Os programadores podem facilmente confirmar que a peça, o dispositivo elétrico, o trabalho feito com ferramentas, e a máquina de trituração são todos seguros e apropriados.
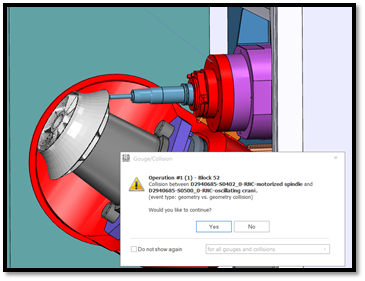
imagem simulação de 6 máquinas detectando colisão
a maioria das novas máquinas CNC oferece o modo TCP / RTCP (ponto central da ferramenta / ponto central da Ferramenta Rotativa). Esta é uma função opcional dentro do controlador da máquina que seja projetada manter a parcela de corte da ferramenta no contato em linha reta constante com o workpiece. Sem TCP, a ponta da ferramenta pode fazer um movimento de escopo prejudicial entre as posições comandadas de 5 eixos. O TCP simplifica o trabalho de pós-processamento do sistema CAM porque os valores XYZ comandados estão nas coordenadas da peça de trabalho e o controlador da máquina calcula os valores do eixo XYZ. Os arquivos toolpath são, portanto, mais genéricos e versáteis, para que possam ser transferidos mais facilmente de uma configuração de fixação para outra, ou mesmo de uma máquina para outra. O operador da máquina pode facilmente fazer todos os ajustes necessários à origem da referência do workpiece ao eliminar a necessidade de repost as operações. Sem TCP, os caminhos de ferramentas podem ter compensações codificadas para uma configuração de fixação específica. O TCP também facilita a programação de feed. Apenas um comando de alimentação é necessário e o controle mantém a velocidade da ponta da ferramenta em relação à peça de trabalho. Sem TCP, os feeds de tempo inverso não intuitivos devem ser programados em cada linha.
na Concepts nrec temos um amplo público de especialistas em turbomáquinas. Se você está na fabricação, este resumo pode ser corretivo, mas para outros esperamos que ele forneça algumas informações e o incentive a dar um passeio até sua loja de máquinas ou visitar o fornecedor onde suas peças são feitas.