mi az 5 tengelyes megmunkálás? Röviden, ez a gyártás egy alkatrész egy CNC marógép, amely képes utazni 5 különböző irányban. Ezek a gépek lehetővé teszik, hogy a vágószerszám nagyfokú szabadsággal érje el az alkatrészeket. Ez ideálissá teszi őket a turbó gépek alkatrészeinek összetett alakjainak őrléséhez.
Gépkonfigurációk
bár a többtengelyes marógépeknek sok változata van, az 5 tengelyes gépekre összpontosítunk, amelyeket általában a turbomachinery alkatrészek vágására használnak.
egy egyszerű példa 3 tengelyes marógép függőlegesen tartja a szerszámot, és X, Y és Z irányban mozgatja. Ebben az esetben az X és Z tengely mozgatja a szerszámot, az Y tengely pedig az alkatrészt, de a kapott szerszámmozgás az alkatrészhez képest jobbkezes koordináta-rendszert alkot. A Z tengely általában megegyezik a szerszám tengelyével.
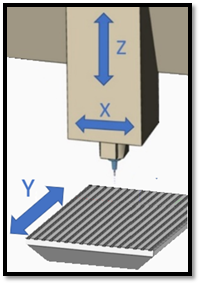
kép 1 – 3 tengelyes Malom
ehhez a 3 tengelyes konfigurációhoz két forgótengelyt adhatunk, összesen 5 tengelyt adva. A forgótengelyeket általában a, B vagy C jelöléssel látják el, az adott lineáris tengelytől függően X, Y, vagy Z körül forognak. Minden forgótengely mozgathatja a szerszámot vagy az alkatrészt, de a cél az, hogy lehetővé tegye a szerszám bármilyen tájolását az alkatrészhez képest. Bár lehetséges egy 3 tengelyes gép utólagos felszerelése a forgótengelyek csavarozásával, sok Szerszámgépgyártó dedikált 5 tengelyes konfigurációkat kínál.
a 2.kép egy nagyon népszerűvé vált gépcsonk stílusát mutatja. Az A tengely megdönti az alkatrészt, a C tengely pedig elforgatja az alkatrészt. A gépgyártótól függően a billenési tengelyt B címkével is fel lehet tüntetni, ha a gép Y tengelye körüli részt megdönti. Vegye figyelembe, hogy az alkatrész könnyen rögzíthető vízszintes felületen. Ezenkívül az alkatrész rögzíthető úgy, hogy tömegközéppontja nagyjából az a tengely középvonalán fekszik, csökkentve a szükséges forgónyomaték-erőket.
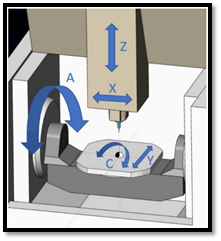
2. kép-Trunnion gép
a 3. kép egy dönthető orsógépet mutat. A B tengely megdönti a szerszámot, a C tengely pedig elforgatja az alkatrészt. Ez a beállítás segít a nagyobb alkatrészeknél, mivel az alkatrészt nem kell dinamikusan billenteni, bár a billenő orsó veszít némi merevséget.

Image 3-B tengely lengő fej
Image 4 ábra egy bak gép. A 2 forgótengely A Z tengely ram végén helyezkedik el, amely egy mozgó hídszerkezetre van felszerelve. Ezek a gépek jól alkalmazhatók olyan nagy alkatrészekhez, amelyek túl nehézek ahhoz, hogy forgóasztalra és lengőfejre szerelhetők legyenek.
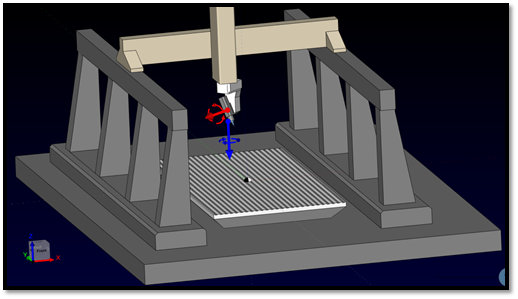
Image 4 – 5 tengelyes Gantry CNC
a Nutating machine egy kompakt 5 tengelyes megmunkáló központ, ahol az egyik forgótengely nem ortogonális rendszerben mozog. Az 5. képen vegye figyelembe a sárga forgó középvonalat 45 fokkal a függőlegestől. Ezzel a konfigurációval a szerszám tájolása az alkatrészhez képest korlátozott, ami megakadályozhatja a penge körüli teljes őrlést. A sárga vektor szögének beállítása azonban kiterjesztheti a képességet. Az 5. ábra azt mutatja, hogy a forgótengelyek mozgatják az alkatrészt, de a nutáló gépeknek lehetnek forgótengelyei is, amelyek mozgatják a szerszámot.
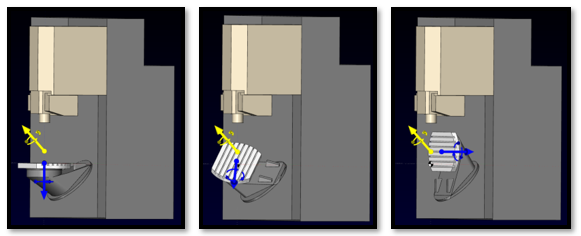
Image 5-Nutating gép három forgó helyzetben
szoftver 5 tengelyes maráshoz
az összes 5 tengelyes kinematikus konfiguráció megnehezítheti a toolpath programozást, de szerencsére a szoftveres megoldások lépést tartottak a fejlődő technológiával.
a CAM (Computer Aided Manufacturing) rendszerek különböző többtengelyes vágási stratégiákat kínálnak az 5 tengelyes gépek rugalmasságának kihasználására:
3+2 megmunkálással a forgótengelyeket vágás előtt pozícionáljuk és rögzítjük. Ez merev beállítást biztosít a nehéz vágáshoz. A sík nagyolási szintek következetesebb vágási feltételeket és forgácsvastagságot biztosítanak a gyorsabb vágás érdekében. A 3 + 2 megmunkálás gyorsabb előtolást is lehetővé tesz, mivel az 5 tengelyes vágás során gyakran a forgótengelyek jelentik az előtolást korlátozó tényezőt.
4+1 a megmunkálás az egyik forgótengelyt rögzített helyzetbe állítja. Ez kívánatos lehet az egyik forgótengely nem kívánt mozgásának kiküszöbölésére, bár a Szerszám-Alkatrész ütközések elkerülése érdekében a másik forgótengely nagyobb mozgását igényelheti. A 4+1 programozás természetesen akkor is hasznos, ha nincs 5.tengely a gépen.
5 a tengely egyidejű mozgása a turbomachinery alkatrészek szükségessége. Mind az 5 tengely egyszerre mozog, hogy ütközés nélkül vezesse a szerszámot a pengék körül és a zsebeken keresztül. Ez lehetővé teszi a sima, megszakítás nélküli vágást mind a nagyoláshoz, mind az áramlási vonalhoz. Újabb gépek nyomaték-motor forgatások lehetővé teszik a nagy sebességű 5 tengelyes vágás.
a Modern CAM szoftver képes szimulálni az 5 tengelyes megmunkálási folyamatot is. Ez lehetővé teszi a gép összetett mozgásának egyértelmű megjelenítését az ütközésekről, a túlfutási (löket limit) körülményekről és más lehetséges veszélyekről szóló jelentésekkel. A programozók könnyen megerősíthetik, hogy az alkatrész, a szerelvény, a szerszám és a marógép biztonságos és megfelelő.
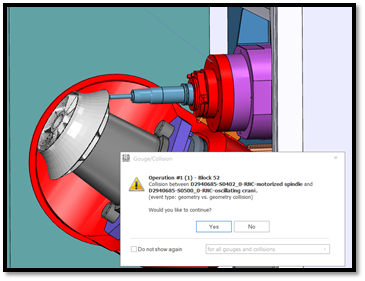
Image 6 – gépi szimuláció ütközés észlelése
a legtöbb új CNC gép TCP / RTCP (Szerszámközpont / forgó Szerszámpont) módot kínál. Ez egy opcionális funkció a gépvezérlőn belül, amelyet úgy terveztek, hogy a szerszám vágórészét állandó egyenes érintkezésben tartsa a munkadarabbal. TCP nélkül a szerszámcsúcs káros fésűkagyló mozgást végezhet a parancsolt 5 tengelyes pozíciók között. A TCP leegyszerűsíti a CAM rendszer utófeldolgozási feladatát, mivel a parancsolt XYZ értékek a munkadarab koordinátáiban vannak, a gépvezérlő pedig kiszámítja az XYZ tengely értékeit. A toolpath fájlok így általánosabbak és sokoldalúbbak, így könnyebben átvihetők az egyik lámpatest beállításról a másikra, vagy akár egyik gépről a másikra. A gépkezelő könnyen elvégezheti a munkadarab referencia-eredetének bármilyen szükséges beállítását, miközben kiküszöböli a műveletek újrapostázásának szükségességét. TCP nélkül az eszközútvonalak kódolt eltolásokkal rendelkezhetnek egy adott lámpatest beállításához. A TCP megkönnyíti a takarmány programozását is. Csak egy előtolási parancsra van szükség, és a vezérlés fenntartja a szerszámcsúcs sebességét a munkadarabhoz képest. TCP nélkül minden vonalon be kell programozni a nem intuitív inverz idejű hírcsatornákat.
a Concepts NREC-nél a turbomachinery szakemberek széles közönsége van. Ha gyártásban van, akkor ez az összefoglaló orvosolható lehet, de mások számára reméljük, hogy némi betekintést nyújt, és arra ösztönzi Önt, hogy sétáljon le a gépboltba, vagy látogasson el az eladóhoz, ahol az alkatrészeket gyártják.