co je 5osé obrábění? Stručně řečeno, vyrábí součást na CNC frézce, která může cestovat v 5 různých směrech. Tyto stroje umožňují řeznému nástroji dosáhnout kolem dílů s vysokým stupněm volnosti. Díky tomu jsou ideální pro frézování složitých tvarů součástí turbo strojů.
konfigurace strojů
i když existuje mnoho variant víceosých frézek, zaměříme se na 5-osé stroje, které se běžně používají pro řezání dílů lopatkového stroje.
základní příklad 3 osová frézka drží nástroj svisle a pohybuje jej ve směrech X, Y A Z. V tomto případě osy X a Z pohybují nástrojem a osa Y pohybuje dílem, ale výsledný pohyb nástroje vzhledem k dílu tvoří pravostranný souřadnicový systém. Osa Z obecně odpovídá ose nástroje.
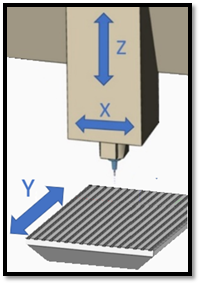
Obrázek 1-3 osý Mlýn
k této 3osé konfiguraci můžeme přidat dvě rotační osy, což dává celkem 5 os. Rotační osy jsou obvykle označeny a, B nebo C v závislosti na příslušné lineární ose X, Y nebo Z, kolem které se otáčejí. Každá rotační osa může pohybovat nástrojem nebo částí, ale cílem je umožnit jakoukoli orientaci nástroje vzhledem k dílu. I když je možné dodatečně vybavit 3osý stroj šroubováním na rotačních osách, mnoho výrobců obráběcích strojů nabízí vyhrazené konfigurace OS 5.
Obrázek 2 ukazuje trunnion styl stroje, který se stal velmi populární. Osa a nakloní část a osa C část otáčí. V závislosti na výrobci stroje by osa sklápění mohla být také označena B, pokud převrátí část o osu stroje Y. Všimněte si, že součást lze snadno upevnitna vodorovném povrchu. Část může být také upevněna tak, že její těžiště leží zhruba na ose osy a, čímž se snižují požadované síly rotačního momentu.
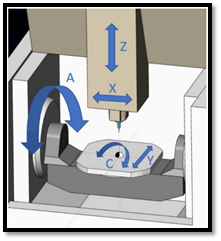
Obrázek 2-čep stroj
obrázek 3 ukazuje naklápěcí vřetenový stroj. Osa B nakloní nástroj a osa C otáčí díl. Toto nastavení pomáhá u větších dílů, protože díl nemusí být dynamicky nakloněn, i když naklápěcí vřeteno ztrácí určitou tuhost.

obrázek 3-výkyvná hlava osy B
obrázek 4 ukazuje portálový stroj. 2 rotační osy sedí na konci rampy osy Z, která je namontována na pohyblivé mostní konstrukci. Tyto stroje jsou vhodné pro velké komponenty, které jsou příliš těžké na montáž na rotující stůl a kyvnou hlavu.
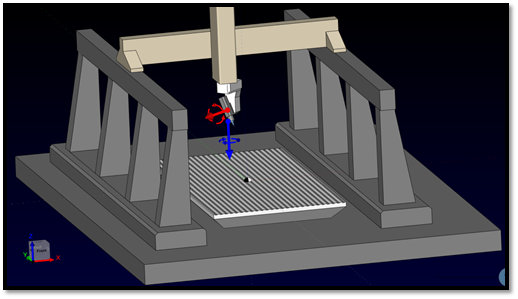
obrázek 4-5osý portálový CNC
ořechový stroj je kompaktní 5osé obráběcí centrum, kde se jedna z rotačních os pohybuje v neortogonálním systému. Na obrázku 5 si všimněte žluté otočné středové čáry 45 stupňů od svislice. Při této konfiguraci je orientace nástroje vzhledem k dílu omezená, což může zabránit úplnému frézování kolem čepele. Nastavení úhlu žlutého vektoru však může rozšířit schopnost. Obrázek 5 znázorňuje rotační osy obě pohybující se částí, ale nutační stroje mohou mít také rotační osy, které pohybují nástrojem.
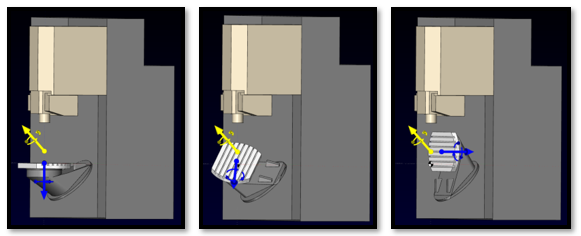
obrázek 5-matovací stroj ve třech otočných polohách
Software pro 5osé frézování
všechny 5osé kinematické konfigurace mohou ztěžovat programování dráhy nástrojů, ale naštěstí softwarová řešení udržovala krok s vyvíjející se technologií.
CAM (Computer Aided Manufacturing) systémy nabízejí různé víceosé řezací strategie pro využití flexibility 5-osých strojů:
s obráběním 3+2 umístíme a uzamkneme rotační osy před řezáním. To poskytuje pevné nastavení pro těžké řezání. Rovinné úrovně hrubování poskytují konzistentnější podmínky řezání a tloušťku třísek pro rychlejší řezání. Obrábění 3+2 může také umožnit rychlejší posuv, protože rotační osy jsou často faktorem omezujícím posuv během 5osého řezání.
4+1 obrábění umístí jednu z otočných OS do pevné polohy. To může být žádoucí, aby se eliminoval nežádoucí pohyb jedné rotační osy, i když to může vyžadovat větší pohyb druhé rotační osy, aby se zabránilo kolizím součásti nástroje. Programování 4+1 je samozřejmě užitečné, pokud na stroji není žádná 5. osa.
5 axis simultánní pohyb je nutností pro komponenty lopatkového stroje. Všech 5 OS se pohybuje najednou, aby vedl nástroj kolem lopatek a kapsami bez kolize. To umožňuje plynulé nepřerušované řezání jak pro hrubování, tak pro dokončování toku. Novější stroje s rotacemi točivého momentu a motoru umožňují vysokorychlostní 5osé řezání.
moderní software CAM může také simulovat 5osý proces obrábění. To umožňuje jasnou vizualizaci složitého pohybu stroje se zprávami o kolizích, podmínkách přetržení (omezení zdvihu) a dalších potenciálních rizicích. Programátoři mohou snadno potvrdit, že část, přípravek, nástroje a frézka jsou bezpečné a vhodné.
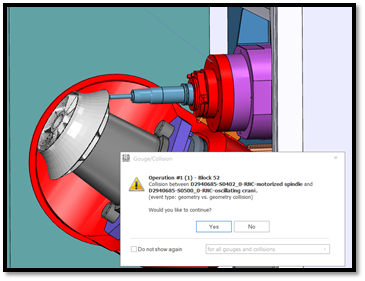
obrázek 6-strojová Simulace detekce kolize
většina nových CNC strojů nabízí režim TCP / RTCP (středový bod nástroje / otočný středový bod nástroje). Jedná se o volitelnou funkci v regulátoru stroje, která je navržena tak, aby udržovala řeznou část nástroje v konstantním přímém kontaktu s obrobkem. Bez TCP může špička nástroje způsobit škodlivý pohyb vroubkování mezi přikázanými polohami 5 os. TCP zjednodušuje postprocesní úlohu CAM systému, protože přikázané hodnoty XYZ jsou v souřadnicích obrobku a řídicí jednotka stroje vypočítává hodnoty osy XYZ. Tyto toolpath soubory jsou tedy obecnější a univerzální, takže mohou být snadněji převedeny z jednoho nastavení příslušenství do druhého, nebo dokonce z jednoho počítače do druhého. Obsluha stroje může snadno provést jakékoli nezbytné úpravy referenčního původu obrobku a zároveň eliminovat potřebu repost operací. Bez TCP mohou mít dráhy nástrojů pevně zakódované offsety pro konkrétní nastavení příslušenství. TCP také usnadňuje programování krmiv. Je zapotřebí pouze jeden příkaz posuvu a ovládání udržuje rychlost špičky nástroje vzhledem k obrobku. Bez TCP musí být na každém řádku naprogramovány neintuitivní zdroje s inverzním časem.
v Concepts NREC máme široké publikum specialistů na turbomachinery. Pokud jste ve výrobě, pak toto shrnutí může být nápravné, ale pro ostatní doufáme, že vám poskytne určitý přehled a povzbudí vás, abyste se vydali na procházku do vaší dílny nebo navštívili dodavatele, kde jsou vaše díly vyrobeny.