co to jest obróbka 5-osiowa? Krótko mówiąc, produkuje komponent na frezarce CNC, która może poruszać się w 5 różnych kierunkach. Maszyny te umożliwiają narzędziu tnącemu dotarcie wokół części z wysokim stopniem swobody. Dzięki temu idealnie nadają się do frezowania złożonych kształtów elementów maszyn turbo.
konfiguracje maszyn
chociaż istnieje wiele odmian frezarek wieloosiowych, skupimy się na maszynach 5-osiowych, które są powszechnie używane do cięcia części turbin.
podstawowy przykład 3-osiowa Frezarka utrzymuje narzędzie w pionie i przesuwa je w kierunkach X, Y i Z. W tym przypadku osie X i Z przesuwają narzędzie, a oś Y przesuwa część, ale powstały ruch narzędzia względem części tworzy prawoskrętny układ współrzędnych. Oś Z na ogół pasuje do osi narzędzia.
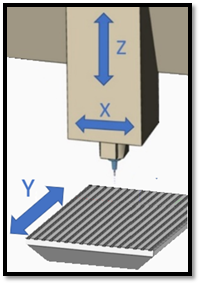
Obraz 1-3 osiowy Młyn
do tej 3-osiowej konfiguracji możemy dodać dwie osie obrotowe, co daje w sumie 5 osi. Osie obrotowe są zwykle oznaczone jako A, B lub C w zależności od odpowiedniej osi liniowej X, Y lub z, o których się obracają. Każda oś obrotowa może przesuwać narzędzie lub część, ale celem jest umożliwienie dowolnej orientacji narzędzia względem części. Podczas gdy możliwe jest doposażenie maszyny 3-osiowej poprzez przykręcenie na osiach obrotowych, wielu producentów obrabiarek oferuje dedykowane konfiguracje 5-osiowe.
Zdjęcie 2 pokazuje styl maszyny czopowej, który stał się dość popularny. Oś a przechyla część, A oś C obraca część. W zależności od producenta maszyny, oś przechylania może być również oznaczona jako B, jeśli przechyla część wokół osi Y maszyny. Należy pamiętać, że część można łatwo zamocować na poziomej powierzchni. Ponadto część można zamocować tak, aby jej środek masy leżał mniej więcej na osi osi a, zmniejszając wymagane siły obrotowe momentu obrotowego.
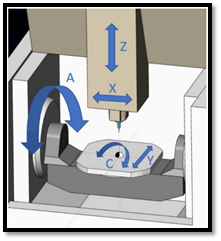
obraz 2-Maszyna Czopowa
zdjęcie 3 przedstawia wychylną maszynę wrzeciona. Oś B przechyla narzędzie, a oś C obraca część. Taka konfiguracja pomaga w przypadku większych części, ponieważ część nie musi być dynamicznie przechylana, chociaż wrzeciono przechylające traci pewną sztywność.

zdjęcie 3-Głowica wahadłowa osi B
zdjęcie 4 przedstawia maszynę bramową. 2 osie obrotowe znajdują się na końcu osi Z, która jest zamontowana na ruchomej konstrukcji mostu. Maszyny te doskonale nadają się do dużych elementów, które są zbyt ciężkie, aby zamontować je na obrotowym stole i wahadłowej głowicy.
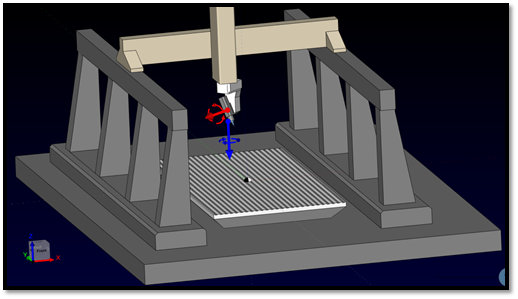
Image 4-5 axis Gantry CNC
Maszyna do nakrętek jest kompaktowym 5-osiowym centrum obróbkowym, w którym jedna z osi obrotowych porusza się w układzie nie prostopadłym. Na obrazku 5 zwróć uwagę na żółtą obrotową linię środkową o 45 stopni od pionu. Przy takiej konfiguracji orientacja narzędzia względem części jest ograniczona, co może uniemożliwić pełne frezowanie wokół ostrza. Jednak regulacja kąta żółtego wektora może rozszerzyć możliwości. Zdjęcie 5 pokazuje osie obrotowe poruszające część, ale Maszyny do nakrętek mogą również mieć osie obrotowe, które poruszają narzędziem.
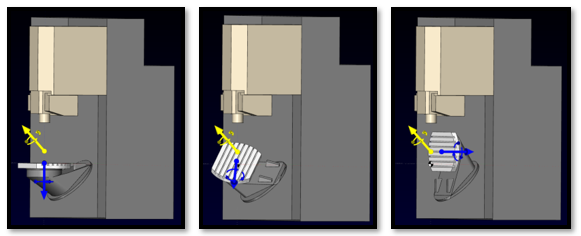
Obraz 5-nakrętka w trzech pozycjach obrotowych
oprogramowanie do frezowania 5-osiowego
wszystkie 5-osiowe konfiguracje kinematyczne mogą utrudnić programowanie ścieżki narzędzia, ale na szczęście rozwiązania programowe dotrzymują kroku rozwijającej się technologii.
systemy Cam (Computer Aided Manufacturing) oferują różne wieloosiowe strategie cięcia, aby wykorzystać elastyczność Maszyn 5-osiowych:
przy obróbce 3+2 ustawiamy i blokujemy osie obrotowe przed cięciem. Daje to sztywną konfigurację do ciężkiego cięcia. Płaszczyznowe poziomy obróbki zgrubnej zapewniają bardziej spójne warunki cięcia i grubość wiórów dla szybszego cięcia. Obróbka 3+2 może również umożliwić szybsze posuwy, ponieważ osie obrotowe są często czynnikiem ograniczającym posuw podczas cięcia 5-osiowego.
4+1 obróbka pozycjonuje jedną z osi obrotowych do stałej pozycji. Może to być pożądane w celu wyeliminowania niepożądanego ruchu jednej osi obrotowej, choć może to wymagać większego ruchu drugiej osi obrotowej, aby uniknąć kolizji części narzędzia. Programowanie 4 + 1 jest oczywiście przydatne, jeśli na maszynie nie ma piątej osi.
5 równoczesny ruch osi jest koniecznością dla komponentów turbomachinery. Wszystkie 5 osi porusza się jednocześnie, aby poprowadzić narzędzie wokół ostrzy i przez kieszenie bez kolizji. Umożliwia to płynne i nieprzerwane cięcie zarówno podczas obróbki zgrubnej, jak i obróbki flowline. Nowsze maszyny z obrotami obrotowymi silnika momentu obrotowego umożliwiają szybkie cięcie 5-osiowe.
nowoczesne oprogramowanie CAM może również symulować 5-osiowy proces obróbki. Pozwala to na przejrzystą wizualizację złożonego ruchu maszyny z raportami o kolizjach, warunkach przekroczenia (granicy udaru) i innych potencjalnych zagrożeniach. Programiści mogą łatwo potwierdzić, że część, Osprzęt, oprzyrządowanie i Frezarka są bezpieczne i odpowiednie.
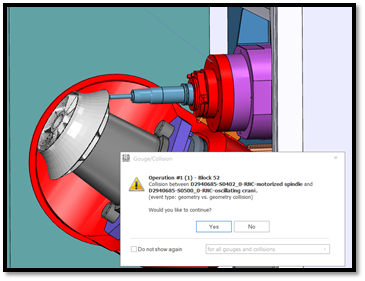
Obraz 6-Symulacja Maszyny wykrywanie kolizji
większość nowych maszyn CNC oferuje tryb TCP / RTCP (Tool Center Point / Rotating Tool Center Point). Jest to opcjonalna funkcja w sterowniku maszyny, która ma na celu utrzymanie części skrawającej narzędzia w stałym, prostoliniowym kontakcie z obrabianym przedmiotem. Bez TCP końcówka narzędzia może wykonać szkodliwy ruch scalopingowy między 5-osiowymi pozycjami. TCP upraszcza proces postprocesowy systemu CAM, ponieważ sterowane wartości XYZ znajdują się we współrzędnych przedmiotu obrabianego, A sterownik maszyny oblicza wartości osi XYZ. Pliki ścieżek narzędzi są więc bardziej ogólne i wszechstronne, dzięki czemu można je łatwiej przenosić z jednego urządzenia do drugiego, a nawet z jednego urządzenia do drugiego. Operator maszyny może z łatwością dokonać niezbędnych regulacji miejsca pochodzenia elementu obrabianego, eliminując jednocześnie konieczność odświeżania operacji. Bez TCP ścieżki narzędzi mogą mieć zakodowane offsety dla określonej konfiguracji urządzenia. TCP ułatwia również programowanie paszy. Wystarczy jedno polecenie podawania, a sterowanie utrzymuje prędkość końcówki narzędzia w stosunku do obrabianego przedmiotu. Bez TCP, nieintuicyjne kanały odwrotnego czasu muszą być zaprogramowane na każdej linii.
w Concepts NREC mamy szerokie grono specjalistów od turbomachinerii. Jeśli zajmujesz się produkcją, może to być podsumowanie zaradcze, ale dla innych mamy nadzieję, że zapewni to pewien wgląd i zachęci cię do spaceru do warsztatu maszynowego lub odwiedzenia Sprzedawcy, w którym produkowane są Twoje części.